《小孔沖裁彎曲多工位級進(jìn)模具設(shè)計(jì)》由會員分享�,可在線閱讀,更多相關(guān)《小孔沖裁彎曲多工位級進(jìn)模具設(shè)計(jì)(11頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索�。
1、小孔沖裁彎曲多工位級進(jìn)模具設(shè)計(jì)
摘要:順?biāo)湍>呤悄>咴O(shè)計(jì)中最重要�,也是最難的一種模具,其設(shè)計(jì)繁瑣而且復(fù)雜�,而且質(zhì)量也很難保障。通過對順?biāo)湍>呓Y(jié)構(gòu)的研究�,本文對順?biāo)湍>叩脑O(shè)計(jì)過提出了一種新的設(shè)計(jì)理念�,簡化了順?biāo)湍>叩脑O(shè)計(jì)過程�,提高了設(shè)計(jì)質(zhì)量。
關(guān)鍵詞:順?biāo)湍>?;模具組件;浮動型芯?
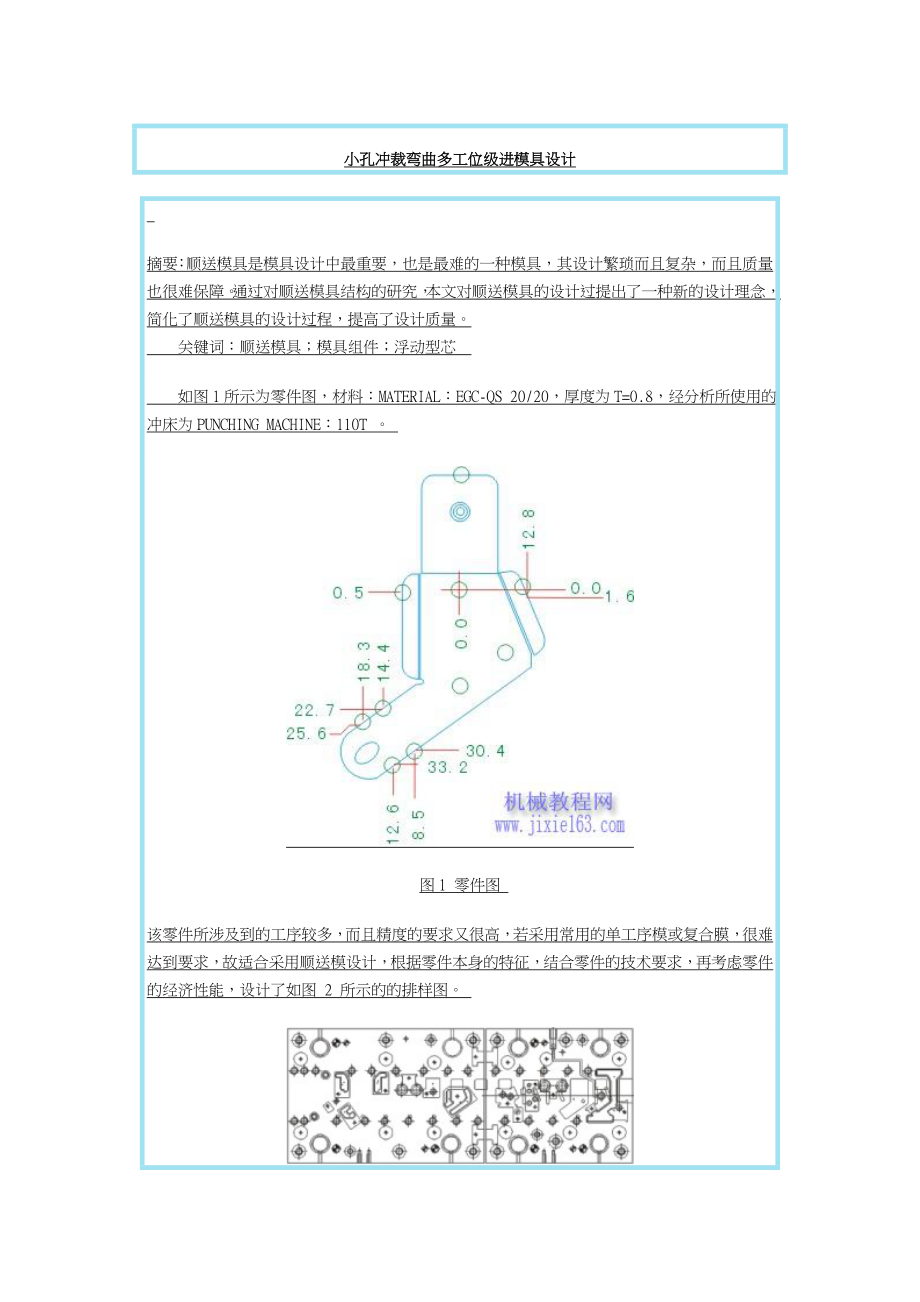
如圖1所示為零件圖�,材料:MATERIAL:EGC-QS 20/20,厚度為T=0.8�,經(jīng)分析所使用的沖床為PUNCHING MACHINE:110T 。
圖1 零件圖
該零件所涉及到的工序較多�,而且精度的要求又很高,若采用常用的單工序?;驈?fù)合膜,很難達(dá)到要求�,故適合采用順?biāo)湍TO(shè)計(jì),
2�、根據(jù)零件本身的特征,結(jié)合零件的技術(shù)要求�,再考慮零件的經(jīng)濟(jì)性能,設(shè)計(jì)了如圖 2 所示的的排樣圖�。
圖2 排樣圖
結(jié)合零件的結(jié)構(gòu)特征,從定位精度�,及保證零件的使用性能等要求,設(shè)計(jì)出如下的順?biāo)湍>撸夁M(jìn)模)結(jié)構(gòu)簡圖�,如圖 3 所示。
圖3 模具結(jié)構(gòu)簡圖
1 各模板的作用、材料及熱處理要求
1.1 上模座
作用:與沖床相連接�,承受沖擊力�,緩震。
要求�;較好的強(qiáng)度與韌性。
材料:A3或55#�,不需要熱處理。
1.2 固定墊板
作用:承受沖頭傳遞的沖擊載荷�。
要求:較高的強(qiáng)度、硬度和一定的韌性�;無定位精度要求。
材料:YK30或D2�,熱處
3、理58度�。
1.3 固定板
作用:固定沖頭和內(nèi)導(dǎo)柱。
要求:由于不承受載荷�,故材料無要求,不需要熱處理�。
1.4 卸料墊板
作用:承受卸料組件和卸料板鑲塊的沖擊載荷。
要求:材料有較高的硬度�、強(qiáng)度。
材料:與固定墊板一樣的材料和熱處理要求�。
1.5 卸料板
作用:卸料、壓料�、導(dǎo)向(模具合模時(shí),卸料板先把條料壓緊在凹模板上,保證條料不產(chǎn)生 移動�、走料、扭曲的現(xiàn)象�;模具分模時(shí)卸料板卸料)。
要求:模板有很好的硬度�,并且長時(shí)間的變形量極小,耐磨性能好�。
材料:SKD11,熱處理硬度HRC60�。
1.6? 凹模板
作用:固定鑲塊、與卸料板一
4�、起壓緊條料、作為刃口使用�。
要求:較好的強(qiáng)度、硬度�、承受大的沖擊力。
材料:SKD11? 熱處理硬度HRC60�。
1.7 凹模墊板
作用:與卸料墊板相似。
材料:D2 熱處理硬度 HRC58�。
1.8 下模座
作用:與上模相似(一般比上模座稍厚)。
材料:A3 或55#?? 不需要熱處理�。
1.9 墊鐵
作用:A、調(diào)節(jié)模具高度以適應(yīng)壓力機(jī)的閉合高度�。
?????? B、調(diào)節(jié)模具下型的高度�、以適應(yīng)壓力機(jī)送料器的高度。
?????? C、方便叉車搬運(yùn)模具�。
1.10? 限位柱
作用:防止模具在工作過程中由于空打或者重打而損壞模具
5、�。
材料:55#鋼,熱處理HRC45�。
2 結(jié)構(gòu)組件
2.1 卸料組件
?。?)ZA卸料組件
構(gòu)成:絲堵、彈簧�、墊片、套筒�、螺釘。
作用:連接卸料板組件與固定板組件�、提供壓料力卸料力。
設(shè)計(jì)注意點(diǎn):要求分布均勻�,保證卸料板受力均勻。
?。?)ZB卸料組件
構(gòu)成:絲堵、彈簧�、墊片、套筒�。
作用:提供壓料力卸料力、不起連接的作用�。
(3)ZB2卸料組件
構(gòu)成:絲堵�、彈簧。
作用:提供壓料力卸料力、不起連接的作用�、當(dāng)壓縮量不夠時(shí)使用。
?。?) Zc卸料組件(如圖 4 所示)
構(gòu)成:墊片、套筒�、螺釘。
作用:起連接的
6�、作用,不提供力�。
圖4 卸料組件
??? 以上的卸料組件主要在上型提供壓料力、卸料力�,通常情況下卸料力為沖裁 力的30%左右,選取SWB的彈簧(MISUMI標(biāo)準(zhǔn))�。在合理布局的同時(shí)應(yīng)盡可能多的設(shè)置卸料組件,因?yàn)樾读狭Υ笥欣诋a(chǎn)品外形平整�,并且使沖壓工程中 不易走料,產(chǎn)品不易變形�。(彈簧的壓縮量要小于其極限壓縮量)
(5)彈簧�、絲堵、螺釘?shù)年P(guān)系
? 絲堵的底孔稍大于彈簧的外徑�,彈簧的內(nèi)徑大于螺釘頭的直徑,保證卸料組 件不產(chǎn)生干涉�,能夠正常使用。
2.2 浮升銷組件
構(gòu)成:浮升銷�、絲堵�、彈簧�。
作用:(A)導(dǎo)料:條料與浮升銷間隙為0。1~0�。2MM,條料在浮升銷
7�、內(nèi)移動。
???? ?? (B)托料:托起條料�,便于工序件的送進(jìn)。
????????? (C)卸料:把條料從導(dǎo)正銷上卸下�,避免導(dǎo)正銷帶料�。
(1)保證條料的送料高度�,使不產(chǎn)生工序件在送進(jìn)過程中與下型浮塊,頂針沖頭�、吹氣銷碰撞干涉的現(xiàn)象。即工序件的最低處應(yīng)高于下型最高處(在送料方向)
?。?)卸料板躲避的確定
A、躲避深度的確定
??? 原則:不產(chǎn)生損壞條料的情況�。設(shè)計(jì)尺寸如圖 5 所示
B、躲避直徑的確定
??? 比浮升銷直徑單邊大1mm
?。?)彈簧的選擇
????選用鋼絲彈簧(WL、WM)必須保證有足夠的托料力和允許的彈簧壓縮量�。
圖5 卸
8、料板
?
2.3 頂針組件
作用:卸料�,通常使用在折彎�,倒面�,U曲,箱曲�,刻印�,抽孔,凸包等情況下�。構(gòu)成:絲堵�,彈簧�,頂針。
原則:根據(jù)摩擦力的大小確定彈簧�,頂針的類型。
注:①在單發(fā)模中要注意頂針的高度與內(nèi)�,外定位的關(guān)系。外定位直邊的高度大于頂針超過模板面的高度大于內(nèi)定位的高度�。
?? ②當(dāng)下型有浮塊時(shí)�,為保證擺放產(chǎn)品不傾斜,故頂針的高度應(yīng)與浮塊高度一致�。
2.4 導(dǎo)正銷組件
作用:對條料進(jìn)行導(dǎo)正。
構(gòu)成:導(dǎo)正銷 導(dǎo)正孔�,如圖 6 所示;導(dǎo)正銷 上卸料套 下卸料套�,如圖 7 所示。
圖6? 導(dǎo)正銷導(dǎo)正孔
圖7? 導(dǎo)正銷 上卸料套 下
9�、卸料套 彈簧
(1) 結(jié)構(gòu)1的導(dǎo)正銷超出卸料板的長度為0.9倍的材料厚度�,下型導(dǎo)正孔的直徑比導(dǎo)正銷的直徑(雙邊間隙)大0.02mm�。產(chǎn)品上的預(yù)沖孔比導(dǎo)正銷的直徑(雙邊間隙)大0.02~0.03mm。
(2) 結(jié)構(gòu)2的導(dǎo)正銷超出卸料板的長度為1mm�,上卸料套超出卸料板的長度為 2 mm,下卸料套超出模板的高度應(yīng)比送料高度略低(約0.5mm)�。
注:為保證條料上不留下壓痕,上卸料套的直徑應(yīng)比下卸料套的直徑小并且上卸料套的卸料力應(yīng)小于下卸料套。 (一般上卸料套選取WF類型彈簧�,下卸料套選取WL類型彈簧。)
注:上型卸料套的卸料力小于上型卸料套的卸料力的原因�。
當(dāng)下卸
10、料套的力大時(shí)�,在模具合模過程中,條料是被卸料板壓住下行(而不是被上卸料套壓住下行)上卸料套已躲入卸料板中�,使的導(dǎo)正銷能夠?qū)霔l料�,完成導(dǎo)正作用。
2.5 導(dǎo)料板送料組件
作用:條料送料和初始定位�。
構(gòu)成:導(dǎo)料板、導(dǎo)料墊板�、螺釘、銷釘�、頂針、彈簧�、絲堵。
工作過程:送料器送料�、導(dǎo)料板導(dǎo)料�、頂針抬料�。
注:頂針不能夠把條料頂死在導(dǎo)料板上,必須留有間隙�,以便于條料的送進(jìn),如圖 8 所示�。
圖8 導(dǎo)料板送料組件
2.6 氣柱
當(dāng)進(jìn)行上U曲或者箱曲時(shí),為了保證足夠的壓料力�,卸料力,必須使用氣柱提供氣壓�。
注:氣壓穩(wěn)定,力不隨著行程的的改變而改變�,并且力的
11、大小便于控制調(diào)節(jié)�。
3 標(biāo)準(zhǔn)件的作用及選擇
3.1 外導(dǎo)柱
作用:模具的上下型合模時(shí)起初始導(dǎo)向的作用
設(shè)計(jì)注意點(diǎn):合理考慮外導(dǎo)柱的長度,不能夠產(chǎn)生上下相碰撞或者導(dǎo)柱穿過模座碰到?jīng)_床的情況。(一般要求是當(dāng)模具合模時(shí)在內(nèi)導(dǎo)柱進(jìn)入內(nèi)導(dǎo)套前,外導(dǎo)柱必須已經(jīng)進(jìn)入內(nèi)導(dǎo)套30~40mm)
注:當(dāng)采用MISUMI標(biāo)準(zhǔn)PM類型外導(dǎo)柱時(shí)�,下模座孔直徑小于20mm時(shí),由銑刀加工�,片側(cè)0~0.03mm。(直徑大于20mm時(shí)�,由鏜刀加工)上模座導(dǎo)套孔由鏜床加工,片側(cè)0.1
3.2 內(nèi)導(dǎo)柱
作用:模具合模時(shí)精確導(dǎo)向
設(shè)計(jì)注意點(diǎn):(1)在墊板上開設(shè)通氣槽�;(2)墊板鉆孔,防止導(dǎo)柱碰到墊
12�、板;(3)根據(jù)導(dǎo)柱的公差及模板淬火情況確定導(dǎo)柱固定部分和導(dǎo)向部分模板線切割片側(cè)(一般固定部分為過盈配合�,導(dǎo)向部分為間隙配合)�。
3.3 定位銷
作用:(1)定位模板與其墊板�;(2)定位模板組與模座;(3)合模時(shí)定位上型與下型�。
配合關(guān)系:過渡配合(例:當(dāng)銷釘?shù)墓顬?.005~0.01時(shí),銷釘孔的線切割片側(cè)為+0.005mm�。
4 輔助裝置
4.1 探誤銷
作用:檢測是否產(chǎn)生條料送料錯(cuò)位
構(gòu)成:絲堵、探測銷�、彈簧、感應(yīng)器
原理:在導(dǎo)正銷進(jìn)入條料導(dǎo)正孔前探測銷已先進(jìn)入導(dǎo)正孔檢測是否產(chǎn)生送料錯(cuò)位現(xiàn)象�,送料錯(cuò)位的允許值由探測銷直徑與導(dǎo)正銷直徑的差值控制。(例如:
13�、導(dǎo)正銷的直徑為D探測銷的直徑為D-0.5,則允許送料誤差為0.25)�,如圖 9 所示。
4.2 限位柱(壓料間隙為0.8~0.9倍的材料厚度)
(1)外限位柱
作用:當(dāng)沒有被加工材料時(shí),防止模具內(nèi)加強(qiáng)筋,刻印沖頭損壞�。
(2)內(nèi)限位柱
作用:(A)與外限位柱作用相同;(B)在初始送料當(dāng)卸料板壓住材料時(shí)避免卸料板由于受力不均而發(fā)生傾斜導(dǎo)致憋斷沖頭的現(xiàn)象�。
(3)壓料槽
作用:與內(nèi)限位相同�,效果更好,不過加工量太大�,如圖 10 所示。
圖9 探誤銷
圖10 壓料槽
5 順?biāo)湍>呖傮w布局(如圖11所示)
注意點(diǎn):
(1)保證產(chǎn)品基準(zhǔn)孔到導(dǎo)正銷距離為整數(shù)�。
(2)導(dǎo)正銷,浮升銷到模板零線的距離為整數(shù)�。
(3)單邊切邊的后刃片側(cè)為0�,在平面圖里標(biāo)注為CR0.0�。
(4)切斷沖頭的側(cè)刃到導(dǎo)正銷的距離為整數(shù)。
(5)切斷沖頭的側(cè)刃到模板的最小距離為18�。
(6)沖裁邊到模板邊尺寸控制在60~70之間。
圖11 順?biāo)湍>呖傮w布局(下型)
6 結(jié)束語
順?biāo)湍>呤悄>咴O(shè)計(jì)中的重點(diǎn)和難點(diǎn)�,一直是模具設(shè)計(jì)人員最頭痛的地方,本文結(jié)合生產(chǎn)實(shí)際�,總結(jié)一套很切合實(shí)際的設(shè)計(jì)過程,有其值得借鑒的地方�,有一定的實(shí)用價(jià)值。
 小孔沖裁彎曲多工位級進(jìn)模具設(shè)計(jì)
小孔沖裁彎曲多工位級進(jìn)模具設(shè)計(jì)