《車床撥叉831005夾具設(shè)計(jì)說(shuō)明書》由會(huì)員分享�����,可在線閱讀���,更多相關(guān)《車床撥叉831005夾具設(shè)計(jì)說(shuō)明書(15頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1、機(jī)床夾具設(shè)計(jì)說(shuō)明
一����、工藝規(guī)程的設(shè)計(jì)
1.1、確定毛坯的制造形式
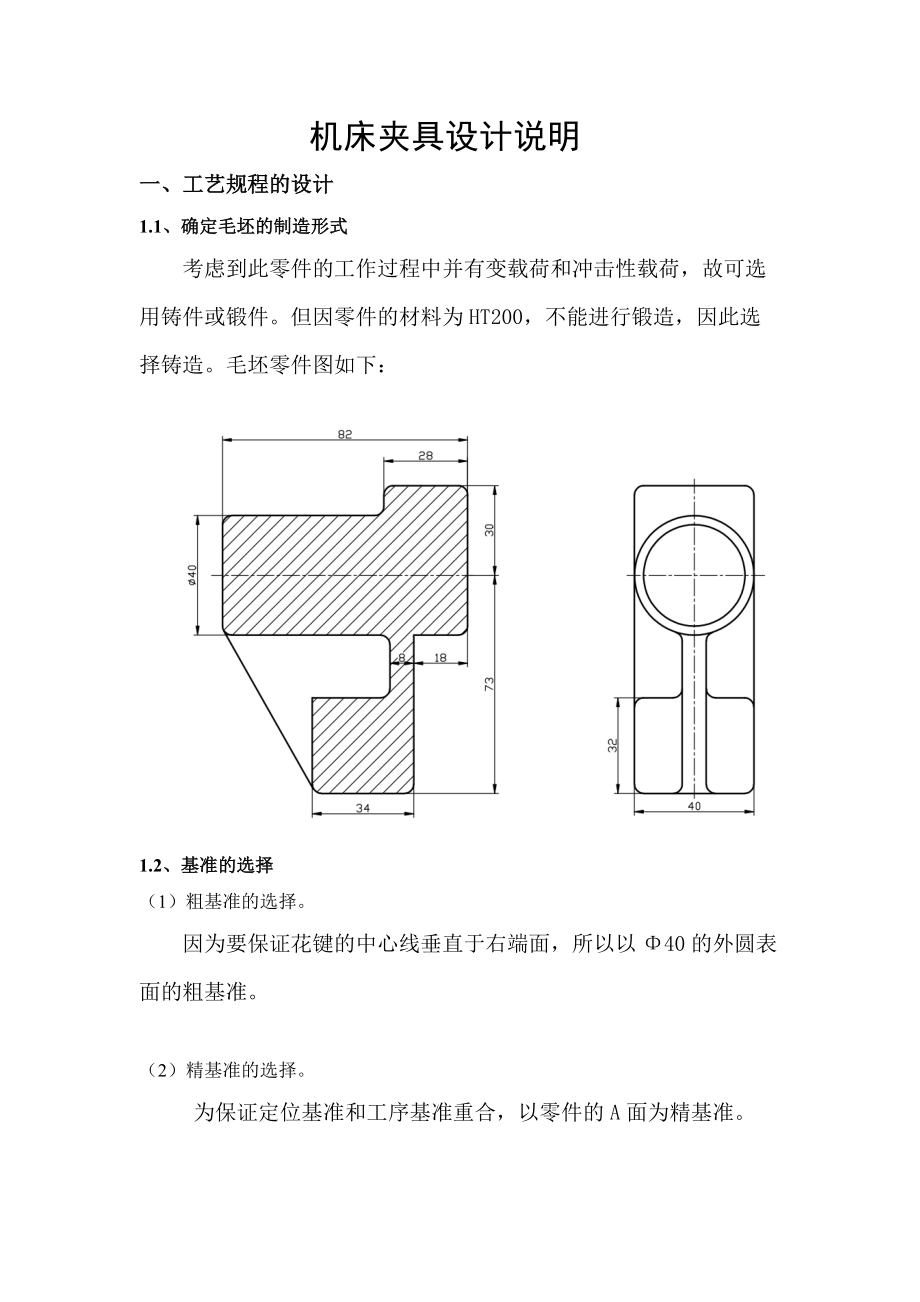
考慮到此零件的工作過(guò)程中并有變載荷和沖擊性載荷�����,故可選用鑄件或鍛件��。但因零件的材料為HT200����,不能進(jìn)行鍛造,因此選擇鑄造�。毛坯零件圖如下:
1.2、基準(zhǔn)的選擇
(1)粗基準(zhǔn)的選擇���。
因?yàn)橐WC花鍵的中心線垂直于右端面,所以以Φ40的外圓表面的粗基準(zhǔn)���。
(2)精基準(zhǔn)的選擇��。
為保證定位基準(zhǔn)和工序基準(zhǔn)重合��,以零件的A面為精基準(zhǔn)��。
1.3�����、制定工路線
方案一
工序:
(1)鑄胚
(2)粗��、精車端面����。
(3)鉆圓柱孔成Φ20并擴(kuò)花鍵底孔到Φ22。
(4)倒兩端15倒角�����。
(5)粗�����、精
2��、銑削B面��。
(6)銑8+00。03mm的槽�����。
(7)銑18+00.011mm的槽�。
(8)拉花鍵。
(9)去毛刺����。
(10)終檢。
方案二
工序:
(1)鑄胚�����。
(2)粗�、精車端面。以Ф40mm圓柱面為粗基準(zhǔn)�����。
(3)鉆圓柱孔成Φ20mm并擴(kuò)花鍵底孔到Φ22mm���。以Ф40mm圓柱面為粗基準(zhǔn)�����。
(4)倒兩端15倒角���。以Ф40mm圓柱面為粗基準(zhǔn)。
(5)拉花鍵�。以A面為基準(zhǔn)
(6)粗、精銑削B面��。以花鍵的中心線及A面為基準(zhǔn)����。
(7)銑8+00。03mm的槽���。以花鍵的中心線及A面為基準(zhǔn)�。
(8)銑18+00.011mm的槽���。以花鍵的中心線及A面為基準(zhǔn)����。
(9)去毛刺
3�����、。
(10)終檢���。
方案分析:上述兩方案中���,工藝方案一把拉花鍵放在第八道工序。但此方案中5���、6��、7工序很難對(duì)工件進(jìn)行精確的定位和加緊�����。方案二中�����,把花鍵放在第五道工序���,這樣,方案二中的6��、7���、8道工序很容易對(duì)工件進(jìn)行定位與加緊即以花鍵中心線和A面作為6��、7�、8道工序的定位基準(zhǔn)����。此方案定位精度高,專用夾具結(jié)構(gòu)簡(jiǎn)單����、可靠,經(jīng)小組討論最后一致認(rèn)為采用方案二比較合理����。
以上工藝過(guò)程見(jiàn)機(jī)械加工工藝過(guò)程綜合卡片。
二���、專用夾具設(shè)計(jì)
2.1問(wèn)題指出
為了提高勞動(dòng)生產(chǎn)率����,保證加工質(zhì)量���,降低勞動(dòng)強(qiáng)度�,需要設(shè)計(jì)專用夾具。
經(jīng)過(guò)小組討論及與老師協(xié)商����,決定設(shè)計(jì)第7和第8道工序——銑寬為8+00。03mm和
4�、18+00.011mm槽的銑床夾具。本夾具將用與X63臥式銑床��。刀具為高速鋼直齒三面刃銑刀�,來(lái)對(duì)工件進(jìn)行加工。
本夾具主要用來(lái)銑寬為80+0����。03mm和18+00.011mm的槽,由于采用精密級(jí)高速鋼直齒三面刃銑刀����,一次銑削,所以主要應(yīng)該考慮如何提高勞動(dòng)生產(chǎn)率���,降低勞動(dòng)強(qiáng)度�。
2.2夾具設(shè)計(jì)
(1)定位基準(zhǔn)的選擇���。由零件圖可知���,寬為80+0��。03mm和18+00.011mm的槽���,其設(shè)計(jì)基準(zhǔn)為花鍵孔中心線和工件的右加工表面(A)為定位基準(zhǔn)�。因此選用工件以加工右端面(A)和花鍵心軸的中心線為主定位基準(zhǔn)。
為提高加工效率��,現(xiàn)決定精密級(jí)高速鋼直齒三面刃銑刀��,一次銑削��。
(2)切削力及夾緊力的
5�、計(jì)算。刀具:高速鋼直齒三面刃銑刀�,,,則:
(見(jiàn)《切削手冊(cè)》表3.28)
式中���,,�����,��,��,(在加工面上測(cè)量的近似值)�,,��,,,所以:3095.93(N)
水平分力:(N)
垂直分力:(N)
在計(jì)算切削力時(shí)�,必須考慮安全系數(shù)K:
式中 —基本安全系數(shù),1.5�;
—加工性質(zhì)系數(shù),1.1�;
—刀具鈍化系數(shù),1.1�;
—斷續(xù)切削系數(shù),1.1���。
則 (N)
實(shí)際加緊力N為
所以
式中���,及為夾具定位面及夾緊面上的摩擦系數(shù),�。則:
(N)
螺母選用M16X1.5細(xì)牙三角螺紋,由《機(jī)械設(shè)計(jì)(第八版)》
6����、螺紋連接的預(yù)緊力公式��,產(chǎn)生的加緊力為
其中:T=19000NM,d2=14.8mm, =229′,D0≈1.5d,fc=1.5, =arctan1.155f(f為摩擦系數(shù)��,無(wú)潤(rùn)滑時(shí)f≈0.1~0.2
解得F0=10405N
因?yàn)镕0>N,故本夾具可安全工作�����。
(3)定位誤差分析
由于槽的軸向尺寸的設(shè)計(jì)基準(zhǔn)與定位基準(zhǔn)重合��,故軸向尺寸無(wú)基準(zhǔn)不重合度誤差�。徑向尺寸無(wú)極限偏差���、形狀和位置公差,故徑向尺寸無(wú)基準(zhǔn)不重合度誤差�����。即不必考慮定位誤差���,只需保證夾具的花鍵心軸的制造精度和安裝精度���。
(4)夾具設(shè)計(jì)及操作的簡(jiǎn)要說(shuō)明
如前所述,在設(shè)計(jì)夾具時(shí),應(yīng)該注意提高勞動(dòng)率.為此,在螺母夾緊時(shí)采用
7、開(kāi)口墊圈,以便裝卸�����。夾具上裝有對(duì)刀塊裝置,可使夾具在一批零件的加工之前很好的對(duì)刀(與塞尺配合使用)����;以有利于銑削加工。
銑床夾具的裝配圖及夾具零件圖分別見(jiàn)附圖3及附圖6�����。
附圖3 銑床夾具裝配圖
附圖4 銑床夾具裝配效果圖(等視圖)
附圖5 銑床夾具裝配效果圖(半剖圖)
附圖6 銑床夾具零件圖
 車床撥叉831005夾具設(shè)計(jì)說(shuō)明書
車床撥叉831005夾具設(shè)計(jì)說(shuō)明書