《金工實(shí)習(xí)報(bào)告鑄造實(shí)習(xí)焊接實(shí)習(xí)鉗工實(shí)習(xí)》由會(huì)員分享,可在線閱讀����,更多相關(guān)《金工實(shí)習(xí)報(bào)告鑄造實(shí)習(xí)焊接實(shí)習(xí)鉗工實(shí)習(xí)(7頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1、
金工實(shí)習(xí)報(bào)告
實(shí)習(xí)一 鑄造實(shí)習(xí)
一��、實(shí)習(xí)目的:
1�、熟悉鑄造種類�,鑄造用材��,鑄造設(shè)備等����。
2��、掌握鑄造成形工藝和工藝流程編制。
二��、實(shí)習(xí)內(nèi)容:
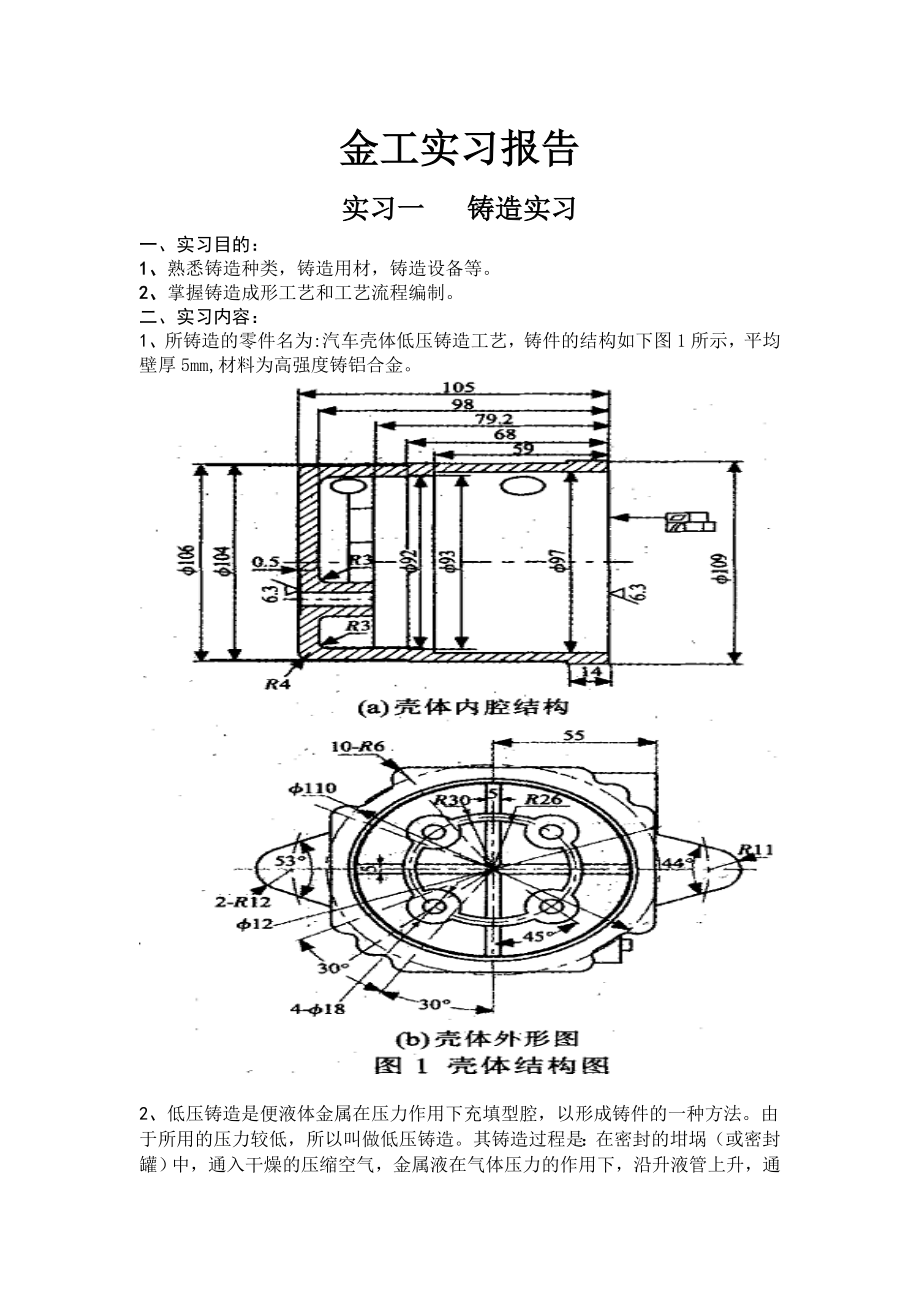
1��、所鑄造的零件名為:汽車殼體低壓鑄造工藝�,鑄件的結(jié)構(gòu)如下圖1所示���,平均壁厚5mm,材料為高強(qiáng)度鑄鋁合金�。
2��、低壓鑄造是便液體金屬在壓力作用下充填型腔�,以形成鑄件的一種方法��。由于所用的壓力較低��,所以叫做低壓鑄造��。其鑄造過程是:在密封的坩堝(或密封罐)中����,通入干燥的壓縮空氣�����,金屬液在氣體壓力的作用下,沿升液管上升,通過澆口平穩(wěn)地進(jìn)入型腔,并保持坩堝內(nèi)液面上的氣體壓力��,一直到鑄件完全凝固為止�。然后解除液面上的氣體壓力�����,使開液
2����、管中未凝固的金屬液流坩堝,再由氣缸開型并推出鑄件。
三��、小結(jié):
1�����、鑄造的種類有:金屬鑄造�����,熔模鑄造�,壓力鑄造���,低壓鑄造��,離心鑄造�,消失模鑄造����。
金屬鑄造應(yīng)用范圍:汽車工業(yè)等:活塞����、汽缸蓋���、油泵、殼體等不太復(fù)雜鑄件。
熔模鑄造應(yīng)用范圍:汽輪機(jī)、渦輪電機(jī)及內(nèi)燃機(jī)中的葉片或葉輪�、汽車����、拖拉機(jī)、機(jī)床及儀表。
壓力鑄造應(yīng)用范圍:適合于生產(chǎn)各種輕合金(鋁����、鎂、鋅等)復(fù)雜鑄件���。
低壓鑄造應(yīng)用范圍:汽缸蓋��、汽缸體����、活塞、變速箱殼體等�����。
離心鑄造應(yīng)用范圍:鑄鐵和銅合金的管類����、套類��、軸套。
2、通過這次實(shí)習(xí)我了解鑄造的種類和應(yīng)用范圍以及深入了解低壓鑄造工藝過程��。
3����、實(shí)習(xí)規(guī)則和安全事項(xiàng)遵守實(shí)習(xí)
3、出勤紀(jì)律,不得在實(shí)習(xí)現(xiàn)場(chǎng)抽煙�,不準(zhǔn)在車間追逐�、打鬧和高聲喧嘩,實(shí)習(xí)操作時(shí)必須精神集中等����。在實(shí)習(xí)過程中應(yīng)注意安全不準(zhǔn)和抬鐵水的人員說話或并行走動(dòng),不準(zhǔn)用冷金屬或冷金屬工具伸入水中�,以免鐵水爆濺等。
實(shí)習(xí)二 焊接實(shí)習(xí)
一��、實(shí)習(xí)目的:
1����、熟悉焊接方法的種類�����,熟悉鋼材����,鑄鐵�����,鋁及鋁合金��、銅及銅合金等金屬材料的焊接方法����。
2�����、熟悉焊接的有關(guān)設(shè)備��,熟悉焊接材料及選用。
3�����、初步掌握手工電弧焊�����、氣焊�����、釬焊等的焊接方法。
4�、初步掌握氣焊、手工釬焊工藝設(shè)計(jì)、焊接結(jié)構(gòu)工藝設(shè)計(jì)����。
二����、實(shí)習(xí)內(nèi)容:
1、氣焊工藝 由于氣焊火焰溫度低���、能量小�����,所以氣焊用于小件、薄版結(jié)構(gòu)��。同電弧焊相
4��、比�����,氣焊不容易燒穿焊件,但由于焊件的受熱范圍大,因而變形也大。
2����、氣焊操作過程:
1)焊前準(zhǔn)備:觀察鋼板厚度清除污物
卷邊接頭 對(duì)接接頭(不開坡口) 對(duì)接接頭(開坡口)
2)選擇焊絲:焊絲牌號(hào)焊絲直徑
焊件厚度(mm)
1~2
2~3
3~5
5~10
10~15
>15
焊絲直徑(mm)
不用焊絲或1~2
2
2~3
3~5
4~6
6~8
3)選擇氣焊熔劑:據(jù)焊件的成分及其性質(zhì)進(jìn)行選擇。一般碳素結(jié)構(gòu)鋼氣焊時(shí)不需要?dú)夂溉蹌?,而不銹鋼�����、耐熱鋼、鑄鐵、銅及銅合金、鋁及鋁合金氣焊時(shí),則
5、必須采用氣焊熔劑���,才能保證焊接質(zhì)量。
4)選擇焊接火焰
名 稱
示 意 圖
說 明
中性焰
焰心 內(nèi)焰 外焰
焰心呈尖錐形�,色藍(lán)白而明亮����,輪廓清楚,外焰呈淡橘紅色。如氧氣有雜質(zhì)����,氧氣和乙炔的比例為1.1~1.3:1,此火焰不含氧化物,焊縫質(zhì)量良好
碳化焰
焰心 內(nèi)焰 外焰
焰心呈藍(lán)白色,外周包著一層淡藍(lán)色的火焰,輪廓不清楚,外焰呈橘紅色,伴有黑煙���。氧和乙炔的比例小于1:1。碳化焰能使金屬的含碳量增加,增加鋼的強(qiáng)度和硬度���,降低鋼的塑性及可焊性
氧化焰
焰心 外焰
6���、
焰心呈淡藍(lán)色,內(nèi)焰已看不清楚���,焊接時(shí)會(huì)發(fā)出“嗖嗖”的聲音�����。氧氣和乙炔的比例大于1.3:1����。過多的氧會(huì)和鐵發(fā)生作用,生成氧化鐵。使鋼的性質(zhì)變脆�、變壞,熔池的沸騰現(xiàn)象也嚴(yán)重了
5)預(yù)熱 在焊接開始時(shí),對(duì)焊件進(jìn)行預(yù)熱。將火焰對(duì)準(zhǔn)接頭起點(diǎn)進(jìn)行加熱,為了縮短加熱時(shí)間���,盡快形成熔池��,可將火焰中心(焊炬噴嘴中心)垂直工件放置����。當(dāng)熔池即將形成前��,將焊絲伸向熔池同時(shí)進(jìn)行加熱�。
6)焊接 加熱結(jié)束后,傾斜火焰中心�,待焊絲熔滴填滿熔池���,移動(dòng)火焰和焊絲連續(xù)進(jìn)行焊接���。在焊接過程中,火焰傾斜角可根據(jù)焊件厚度在20°~60°之間選擇。同時(shí),要操縱焊炬使火焰做斜上方的擺動(dòng),斷續(xù)對(duì)熔池和焊絲加熱�,不斷
7��、形成新的熔池和焊絲熔滴��,使得焊接得以連續(xù)進(jìn)行。
7)收尾 當(dāng)焊接結(jié)束時(shí)�,為了使焊縫成形良好����,要將最終的弧坑填滿��。這時(shí)��,可將火焰中心的傾斜角置于更小�����,并使火焰擺動(dòng)以防止燒壞焊件�����,同時(shí)加熱焊絲使快速形成熔滴注滿弧坑����。
三、小結(jié)
1�����、焊的種類有:氣焊工藝手工電弧焊工藝及設(shè)備電焊工藝及設(shè)備氣體保護(hù)焊工藝及設(shè)備等����。
2�����、通過這次課我學(xué)會(huì)運(yùn)用氣焊、手工電弧焊����、氣體保護(hù)焊設(shè)備進(jìn)行焊接操作����,并深入學(xué)習(xí)了氣焊的實(shí)際操作過程�。
實(shí)習(xí)三 鉗工實(shí)習(xí)
一、實(shí)習(xí)目的:
1���、熟悉鉗工�、鈑金工的工作內(nèi)容;鉗工����、鈑金工的工具與設(shè)備�����。
2�、掌握鉗工各工種的工作要領(lǐng)�����。
3、初步掌握鉗工
8�����、的工作規(guī)范�、并能動(dòng)手作鉗工的操作
二、實(shí)習(xí)內(nèi)容:
1�、鉗工常用設(shè)備 1)鉗工工作臺(tái)(簡(jiǎn)稱鉗臺(tái))下圖所示
2)虎鉗(如下圖) 虎鉗是用來夾持工件,其規(guī)格以鉗口的寬度來表示�����,常用的有100�����、125���、150mm三種,虎鉗有固定式和回轉(zhuǎn)式兩種。
3)臺(tái)鉆 臺(tái)鉆是一種小型機(jī)床,主要用于鉆孔����。一般為手動(dòng)進(jìn)給,其轉(zhuǎn)速由帶輪調(diào)節(jié)獲得�。臺(tái)鉆靈活性較大,可適用于很多場(chǎng)合����。一般臺(tái)鉆的鉆孔直徑小于13mm�����。
2�、1)銼削:用銼刀對(duì)工件表面進(jìn)行切削加工,使它達(dá)到零件圖紙要求的形狀,尺寸和表面粗糙度。銼削加工簡(jiǎn)便,工作范圍廣,多用于鏨削�、鋸削之后�,銼削可對(duì)工件上的平面����、曲面�、內(nèi)外圓弧、溝
9、槽以及其他復(fù)雜表面進(jìn)行加工����。
銼刀的材料及構(gòu)造
2)銼刀的材料及構(gòu)造
銼刀常用碳素工具鋼T10����、T12制成�����,并經(jīng)熱處理淬硬到HRC62—67��。
3)銼刀的種類 銼刀按用途不同分為:普通銼(或稱鉗工銼)特種銼整形銼(或稱什錦銼) 其中普通銼使用最多��。
3、銼刀的操作:
銼刀的銼法:較大平銼握法 右手掌心頂住銼刀柄,大拇指按在銼刀柄上部,其余手指滿握刀柄,左手掌壓在銼刀尖端(也可壓稍后一點(diǎn))�。手指略收。左手肘與銼刀軸線約呈450角�����。中型銼刀握法 右手與握大銼刀同,左手幾個(gè)手指捏住銼刀尖端��。小銼刀握法 右手可與握大����、中銼刀相同���,左手用幾個(gè)手指壓住銼刀面。圓形、方形銼刀握法
10��、 右手與握乎銼刀相同,也可將食指放在銼刀柄上面,左手幾個(gè)手指捏刀尖。
注意:所有握法都要自然放松,肘不要抬得過高。
4���、劃線的操作要領(lǐng)
11���、
(1)對(duì)照?qǐng)D紙.檢查毛坯及半成品尺寸和質(zhì)量,剔除不合格件,并了解工件上需要?jiǎng)澗€的部位和后續(xù)加工的工藝。(2)毛坯在劃線前要去除殘留型砂及氧化皮��、毛刺、飛邊等�。(3)確定劃線基準(zhǔn)�����。如以孔為基準(zhǔn),則用木塊或鉛塊堵孔,以便找出孔的圓心���。確定基準(zhǔn)時(shí),盡量考慮讓劃線基準(zhǔn)與設(shè)計(jì)一致����。 (4)劃線表面涂上一層薄而均勻的涂料�。毛坯用石灰水,已加工表面用紫色涂料(龍膽紫加蟲膠和酒精)或綠色涂料(孔雀綠加蟲膠和酒精)。(5)選用合適的工具和放妥工件位置,
12、并盡可能在一次支承中把需要?jiǎng)澋钠叫芯€劃全。工件支承要牢固����。(6)檢查一遍不要有疏漏。(7)在所有劃線條上打上樣沖眼��。
(8)軸承座立體劃線方法的劃線步驟 :
三���、小結(jié):
1��、通過這次實(shí)習(xí)我知道了鉗工的主要內(nèi)容為劃線����、鏨削�、鋸削、銼削��、刮削�、研磨���、鉆孔�、擴(kuò)孔�、鉸孔、锪孔����、攻螺紋����、套螺紋��、裝配����、和修理等等。了解了銼刀的構(gòu)造��、分類����、選用、銼削姿勢(shì)��、銼削方法和質(zhì)量的檢測(cè)��。
2�、鉗工安全技術(shù)操作規(guī)程:
銼削時(shí),不能用手摸工作表面����,以免打滑受傷����,更不能用嘴吹鐵屑�,以免飛入眼睛受傷。不要擅自使用砂輪機(jī)����,如要使用,可在師傅指導(dǎo)下操作�,人要站在側(cè)邊,工作必須夾牢����,用力不能過猛。鉆孔時(shí)�����,嚴(yán)禁戴
13��、手套�,工件必須夾牢���。
實(shí)習(xí)時(shí)��,工具要擺放整齊��,實(shí)習(xí)后要整理好工具���、量具����、并搞好工作衛(wèi)生��。
實(shí)習(xí)心得體會(huì)
一個(gè)月的金工實(shí)習(xí)結(jié)束了��,雖然很累���,但我卻學(xué)到了很多:
1����、? 我們知道了鉗工的主要內(nèi)容為劃線����、鏨削、鋸削��、銼削�、刮削��、研磨����、鉆孔����、擴(kuò)孔、鉸孔��、锪孔���、攻螺紋��、套螺紋�、裝配����、和修理等等。了解了銼刀的構(gòu)造���、分類�����、選用����、銼削姿勢(shì)��、銼削方法和質(zhì)量的檢測(cè)����。
2.、熟悉焊接方法的種類�����,熟悉鋼材��,鑄鐵��,鋁及鋁合金�、銅及銅合金等金屬材料的焊接方法。通過這次實(shí)習(xí)我學(xué)會(huì)運(yùn)用氣焊���、手工電弧焊�、氣體保護(hù)焊設(shè)備進(jìn)行焊接操作,并深入學(xué)習(xí)了氣焊的實(shí)際操作過程�����。
3���、? 金工實(shí)習(xí)培養(yǎng)和鍛煉了我們�,提高
14���、了我們的整體綜合素質(zhì)����,使我們不但對(duì)金工實(shí)習(xí)的重要意義有了更深層次的認(rèn)識(shí)����,而且提高了我們的實(shí)踐動(dòng)手能力。使我們更好的理論與實(shí)際相結(jié)合�����,鞏固了我們的所學(xué)的知識(shí)�。
金工實(shí)習(xí)讓久在課堂的我切身的感受到作為一名工人的苦與樂,同時(shí)檢驗(yàn)了自己所學(xué)的知識(shí)�����。
參考文獻(xiàn)
1、曾潔梅.低壓鑄造設(shè)備及工藝的進(jìn)展[J].鋁加工����,1997,20.(6):21-22.
2��、李春勝.鋼鐵材料手冊(cè)[M].江西:江西科學(xué)技術(shù)出版社����,2004.
3、陳 均.汽車鈑金.北京:電子工業(yè)出版社�,2005.10.(7)104-123.
4、羅毓湘.工程材料及機(jī)械制造基礎(chǔ).廣州.廣東高等教育出版社.2001.04
 金工實(shí)習(xí)報(bào)告鑄造實(shí)習(xí)焊接實(shí)習(xí)鉗工實(shí)習(xí)
金工實(shí)習(xí)報(bào)告鑄造實(shí)習(xí)焊接實(shí)習(xí)鉗工實(shí)習(xí)