《木制家具檢測(cè)標(biāo)準(zhǔn)》由會(huì)員分享�����,可在線閱讀���,更多相關(guān)《木制家具檢測(cè)標(biāo)準(zhǔn)(5頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1、
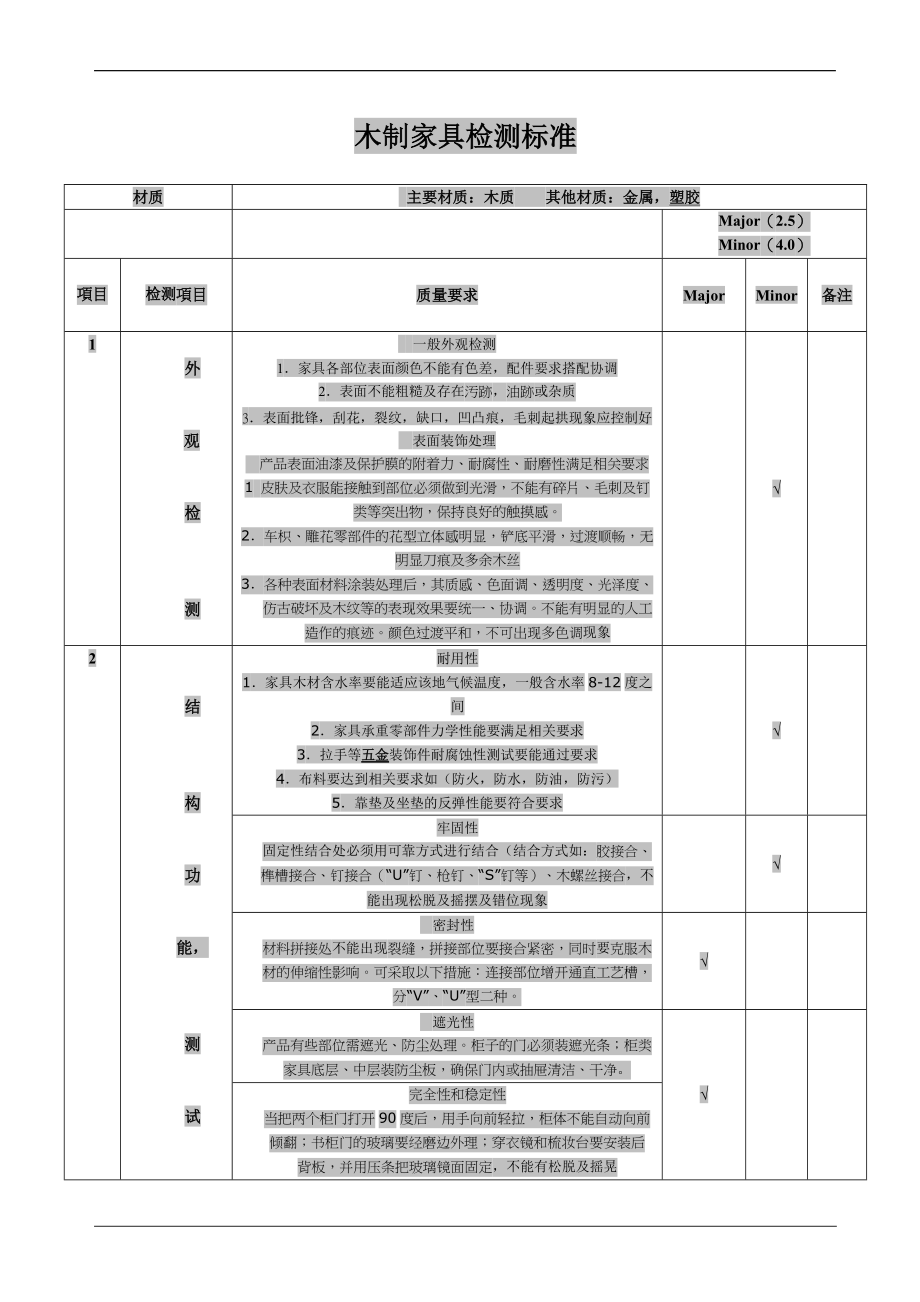
木制家具檢測(cè)標(biāo)準(zhǔn)
材質(zhì)
主要材質(zhì):木質(zhì) 其他材質(zhì):金屬�����,塑膠
Major(2.5) Minor(4.0)
項(xiàng)目
檢測(cè)項(xiàng)目
質(zhì)量要求
Major
Minor
備注
1
外
觀
檢
測(cè)
一般外觀檢測(cè)
1.家具各部位表面顏色不能有色差�,配件要求搭配協(xié)調(diào)
2.表面不能粗糙及存在汚跡�,油跡或雜質(zhì)
3.表面批鋒,刮花����,裂紋,缺口���,凹凸痕����,毛刺起拱現(xiàn)象應(yīng)控制好
表面裝飾處理
產(chǎn)品表面油漆及保護(hù)膜的附著力、耐腐性�����、耐磨性滿足相關(guān)要求
1 皮膚及衣服能接觸到部
2�、位必須做到光滑,不能有碎片��、毛刺及釘類等突出物����,保持良好的觸摸感。
2.車枳���、雕花零部件的花型立體感明顯�,鏟底平滑�����,過(guò)渡順暢����,無(wú)明顯刀痕及多余木絲
3.各種表面材料涂裝處理后�����,其質(zhì)感����、色面調(diào)�、透明度、光澤度�����、仿古破壞及木紋等的表現(xiàn)效果要統(tǒng)一�����、協(xié)調(diào)���。不能有明顯的人工造作的痕跡。顏色過(guò)渡平和�,不可出現(xiàn)多色調(diào)現(xiàn)象
√
2
結(jié)
構(gòu)
功
能,
測(cè)
試
耐用性
1.家具木材含水率要能適應(yīng)該地氣候溫度����,一般含水率8-12度之間
2.家具承重零部件力學(xué)性能要滿足相關(guān)要求
3.拉手等五金裝飾件耐腐蝕性測(cè)試要能通過(guò)要
3�����、求
4.布料要達(dá)到相關(guān)要求如(防火���,防水,防油�����,防污)
5.靠墊及坐墊的反彈性能要符合要求
√
牢固性
固定性結(jié)合處必須用可靠方式進(jìn)行結(jié)合(結(jié)合方式如:膠接合��、榫槽接合�、釘接合(“U”釘、槍釘����、“S”釘?shù)龋⒛韭萁z接合���,不能出現(xiàn)松脫及搖擺及錯(cuò)位現(xiàn)象
√
密封性
材料拼接處不能出現(xiàn)裂縫�����,拼接部位要接合緊密�����,同時(shí)要克服木材的伸縮性影響�����?��?刹扇∫韵麓胧哼B接部位增開(kāi)通直工藝槽�,分“V”���、“U”型二種���。
√
遮光性
產(chǎn)品有些部位需遮光、防塵處理�����。柜子的門必須裝遮光條�����;柜類家具底層��、中層裝防塵板���,確保門內(nèi)或抽屜清潔�����、干凈�。
√
4���、
完全性和穩(wěn)定性
當(dāng)把兩個(gè)柜門打開(kāi)90度后���,用手向前輕拉,柜體不能自動(dòng)向前傾翻����;書柜門的玻璃要經(jīng)磨邊外理;穿衣鏡和梳妝臺(tái)要安裝后
背板��,并用壓條把玻璃鏡面固定�,不能有松脫及搖晃
家俱驗(yàn)貨程序
為了更好的控制我們的品質(zhì),使品質(zhì)問(wèn)題能夠提前發(fā)現(xiàn),我們將從白身——涂裝——包裝全面的品質(zhì)進(jìn)行控制。特對(duì)驗(yàn)貨程序作新的調(diào)整�����。具體操作方法如下:
一.了解產(chǎn)品:
1.QC被分派到工廠后,首先須了解本公司的產(chǎn)品�����,掌握以下?tīng)顩r:
(1)新產(chǎn)品須先核對(duì)樣品的有關(guān)記錄����。
(2)老產(chǎn)品應(yīng)參照以前的驗(yàn)貨標(biāo)準(zhǔn),警惕重大的錯(cuò)誤���,不許重犯����。
2.按訂單數(shù)量上的產(chǎn)品與工廠先行溝通��,提示品質(zhì)重點(diǎn)��。
5���、二.追蹤工廠出貨進(jìn)度及驗(yàn)貨時(shí)間���。
三.線上檢驗(yàn):針對(duì)半成品先行檢驗(yàn)�����。
白身部分:
1. QC在先了解產(chǎn)品的外觀,結(jié)構(gòu)及功能后����,應(yīng)對(duì)照LEAD SHEET檢驗(yàn)生產(chǎn)中的產(chǎn)品的材質(zhì)、水份�、材料規(guī)格、組立結(jié)構(gòu)�、使用的膠水、五金配件等�。
2.當(dāng)工廠的白身完成后,QC應(yīng)馬上與工廠的相關(guān)人員試組����,要求工廠將產(chǎn)品的各配件全部按要求組立,QC應(yīng)檢驗(yàn)產(chǎn)品的結(jié)構(gòu):
(1)房間組:
A.床組檢驗(yàn)是:
a.測(cè)量床內(nèi)徑:
美式皇帝床(東岸):76〞80〞��;
美式皇后床:60〞80〞����;
美式皇帝床(西岸)也叫加州(加里福利亞州)大床:72〞84〞。
b.檢驗(yàn)床側(cè)板的位置與床頭�、床尾的連接是否順暢���。
6、
c.搖晃床頭��、床尾(QC應(yīng)自已控制好力度)���,然后檢驗(yàn)有無(wú)松動(dòng)���、縫隙,掛鉤(螺桿)有無(wú)變形�����。
B.柜子產(chǎn)品的檢驗(yàn):
a.抽屜����、門的縫隙(公司標(biāo)準(zhǔn)是2mm)。開(kāi)關(guān)靈活�����。
b.擱板的孔位���。(要保證插銷扣能輕松地插入每個(gè)孔��,孔位的高度誤差不能超過(guò)2mm���,但必須保證擱板平整�。)
c.組立的強(qiáng)度:用手握住面板將產(chǎn)品直接提起���;(若力不夠,可請(qǐng)工廠員工幫忙)�。將抽屜拉出后往下按;對(duì)自已認(rèn)為存在安全隱患的地方進(jìn)行加壓測(cè)試(如用手掰抽頭板)���。
(2)餐廳組:
A.餐桌的檢驗(yàn)是:
a.組立腳的過(guò)程中檢驗(yàn)孔位��,掌握孔位的偏差程度及組立五金的長(zhǎng)
7��、度�����。
b.測(cè)量產(chǎn)品的外觀尺寸�。
c.測(cè)試餐桌的強(qiáng)度:在平地上用手握住短立水將餐桌前后晃動(dòng)(力度要適中)��,檢驗(yàn)三角木有無(wú)松動(dòng)���、爆裂等����;然后用手按壓中板處,檢驗(yàn)餐桌滑軌的強(qiáng)度����,經(jīng)過(guò)按壓餐桌不能下垂。
B.餐椅:
a.檢驗(yàn)孔位與五金的搭配是否正確��。
b.組立是否容易�。
c.產(chǎn)品的外觀尺寸。
d.測(cè)試水平性��,不能有“三只腳”�。
e.測(cè)試結(jié)構(gòu)強(qiáng)度:跪在座框上,用手扶住靠背用力地?fù)u晃(或者將餐椅反放在平地上�,然后用腳踩在后橫檔處,用自身體重往下壓)檢驗(yàn)三角木有無(wú)松動(dòng)���、爆裂�,五金有無(wú)松動(dòng)等�。
C.碗碟柜(服務(wù)桌):檢驗(yàn)的方法同房間組的柜子,另外注意:
a.門玻的安裝,必須留有2mm的間隙
8�、,壓條(玻璃夾扣)不能有松動(dòng)�。
b.層玻放置平穩(wěn),須留有2mm的間隙�����。
c.燈具的孔位要居中���。
(3)茶幾組:
a.檢驗(yàn)面板的拼花是否符合要求�����。
b.檢驗(yàn)孔位與五金的搭配是否正確。
c.組立是否容易�。
d.產(chǎn)品的外觀尺寸。
e.測(cè)試水平性����。
f.測(cè)試結(jié)構(gòu)強(qiáng)度:在平地上將組立好的產(chǎn)品水平推拉(或左右拖動(dòng)),檢驗(yàn)三角木有無(wú)松動(dòng)�����、爆裂等���。
涂裝部分:
1. 檢驗(yàn)產(chǎn)品白身的不良,如砂光不良�、膠印等。特別注意在白身過(guò)程當(dāng)中所發(fā)現(xiàn)的不良工廠是否完全處理好�,是否能在涂裝過(guò)程處理,否則不能進(jìn)行涂裝�。
2. 對(duì)涂裝中易出現(xiàn)的問(wèn)題進(jìn)行重點(diǎn)提示
9、�。
3. 檢驗(yàn)涂裝是否按照色板的流程進(jìn)行操作,各段的顏色是否同色板�,有仿古效果的一定要注意對(duì)照效果,每隔1小時(shí)從線上抬1PCS到外面光線好的的地方對(duì)色�。
4. 注意涂裝表面的填充性、平整性�����、密著性�����、亮度�����、附著力等。
5. 涂裝完成后應(yīng)進(jìn)行整體對(duì)色��。
包裝部分:
1. 確認(rèn)涂裝的顏色是否符合公司要求���。
2. 檢查在白身�����、涂裝過(guò)程中的不良品原因是否還存在�����。
3. 對(duì)包裝中出現(xiàn)的問(wèn)題進(jìn)行重點(diǎn)提示�����。
4. 檢驗(yàn)紙箱嘜頭、說(shuō)明書�����、五金及配件�����、包裝方式是否正確。
以上的檢驗(yàn)以便提早發(fā)現(xiàn)問(wèn)題���,防止重大錯(cuò)誤���。并將檢驗(yàn)缺失記錄在每日工作報(bào)告中。
四. 最終驗(yàn)貨(抽檢):
1.無(wú)驗(yàn)貨不
10��、得裝柜��,若有特殊情況請(qǐng)立即回報(bào)上司處理���。
2.驗(yàn)貨員攜帶資料(LEAD SHEET�、AI�����、驗(yàn)貨重點(diǎn)�����、驗(yàn)貨報(bào)告�����、色板、訂單數(shù)量��、卷尺����、水份表、相機(jī))�����。
3.由工廠通知我司業(yè)務(wù)��,再由業(yè)務(wù)通知QC驗(yàn)貨時(shí)間�,如驗(yàn)貨時(shí)間有誤超過(guò)一天,必須再另行通知�。
4.明確產(chǎn)品存入的位置,核對(duì)PO#���、ITEM���、并且清點(diǎn)數(shù)量是否正確��,按公司比例在待檢外箱上蓋QC印章�����。抽檢產(chǎn)品必須是小單號(hào)碼。
5.每個(gè)ITEM#都要拆箱檢驗(yàn)����。
a.復(fù)查線上檢驗(yàn)之缺失。
b.數(shù)量須按規(guī)定進(jìn)行抽檢:房間組1SET����,餐廳組1SET,茶幾組2STES��。
c.抽檢品應(yīng)能分別代表生產(chǎn)前����、
11、中�、后期。
6.開(kāi)箱檢驗(yàn):
a.先確定外箱的正嘜��、側(cè)嘜印刷是否正確����,并拍好照片。
b.測(cè)量外箱尺寸�����,核對(duì)材積,寫在驗(yàn)貨報(bào)告上���。
c.搖晃產(chǎn)品���,檢驗(yàn)包裝箱內(nèi)是否有松動(dòng)、異響���。
d.核對(duì)說(shuō)明書�����、五金包是否正確���。是否放在打開(kāi)紙箱就能看到的位置,五金包是否固定好��。試組須按
說(shuō)明書上的程序以消費(fèi)者的立場(chǎng)去組立�����,切勿以專家的身份去做���,才能發(fā)現(xiàn)問(wèn)題�,有問(wèn)題應(yīng)立即修
正或通知公司處理(若自已一人組立不過(guò)來(lái)�����,也可請(qǐng)工廠幫助一起組立�����,QC在此時(shí)應(yīng)注意察顏觀色��,以便發(fā)現(xiàn)問(wèn)題)�����。
e.若發(fā)現(xiàn)重大問(wèn)題�����,如無(wú)法組立�、材質(zhì)不對(duì)、涂裝不對(duì)���,驗(yàn)貨不通過(guò)時(shí)�,應(yīng)立即通知主管以便
12、尋求改善方案���。
f.若發(fā)現(xiàn)小缺陷�,請(qǐng)繼續(xù)抽檢���,若缺失比例過(guò)高�����,應(yīng)要求廠家拆箱重修待復(fù)查后才能出貨���,此點(diǎn)最需要QC人員的專業(yè)能力及決斷力,該拆就拆����,絕不可猶豫不決。
g.產(chǎn)品組立好后��,應(yīng)附上紙卡顯示PO#�����、ITEM#及QC姓名、日期���,拍好組立相片�����,另AI、HS印��、
MADE IN CHINA印��、CS貼紙�、對(duì)色檢驗(yàn)、水份檢驗(yàn)也要拍好照片留查�,如有CSA標(biāo)簽、UL標(biāo)簽�、夾縫標(biāo)簽、布料標(biāo)簽����、公司金屬名牌及客人在紙箱要求貼上的膠紙都須拍照。
h.驗(yàn)貨完畢��,詳細(xì)填寫驗(yàn)貨報(bào)告并交由工廠經(jīng)理簽字�����,若不通過(guò)則須詳細(xì)寫明原因交由工廠經(jīng)理簽字并注明處理意見(jiàn)及復(fù)查時(shí)間。
13���、 I.完成檢驗(yàn)通過(guò)的產(chǎn)品�,不得再有任何的改變���。(如挪用到其它PO#)
五.包裝上柜方式測(cè)試:
1.郵寄包裝按郵寄標(biāo)準(zhǔn)進(jìn)行測(cè)試���。
2.說(shuō)明書放在一打開(kāi)紙箱就能看到的地方,且須用釘針釘在一起���,不可隨意丟入箱內(nèi)��,五金包須用釘槍固定在產(chǎn)品上�����。
3.一般包裝方式測(cè)試:
a.測(cè)試紙箱包裝:上下左右搖晃產(chǎn)品是否有異響�����,外箱封箱最少用2.5”寬的封箱膠帶�。
b.測(cè)試滾動(dòng)來(lái)回各三次。
c.測(cè)試1’高四個(gè)角六個(gè)面各試摔一次���。
d.經(jīng)以上測(cè)試若有損壞:五金包散裝�,內(nèi)盒�、桌腳松散,須重新改善直到OK為止�。
e.新改動(dòng)包裝方式測(cè)試OK須拍照,并詳細(xì)記錄下來(lái)��。
 木制家具檢測(cè)標(biāo)準(zhǔn)
木制家具檢測(cè)標(biāo)準(zhǔn)