《電話機(jī)面板模具設(shè)計(jì)模具設(shè)計(jì)畢業(yè)論文》由會(huì)員分享�����,可在線閱讀�,更多相關(guān)《電話機(jī)面板模具設(shè)計(jì)模具設(shè)計(jì)畢業(yè)論文(17頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1����、電話機(jī)面板模具設(shè)計(jì)
設(shè)計(jì)任務(wù):課題是電話機(jī)面板注射模設(shè)計(jì)與應(yīng)用。主要利用PROE三維設(shè)計(jì)軟件實(shí)現(xiàn)模具的設(shè)計(jì)與制造�����。完成該注射模具裝配圖設(shè)計(jì)��,全部零件圖紙?jiān)O(shè)計(jì)��,模具成型零件PROE三維造型設(shè)計(jì)��,以及完成該注射模具的制造工藝設(shè)計(jì)。
1 塑件工藝性分析
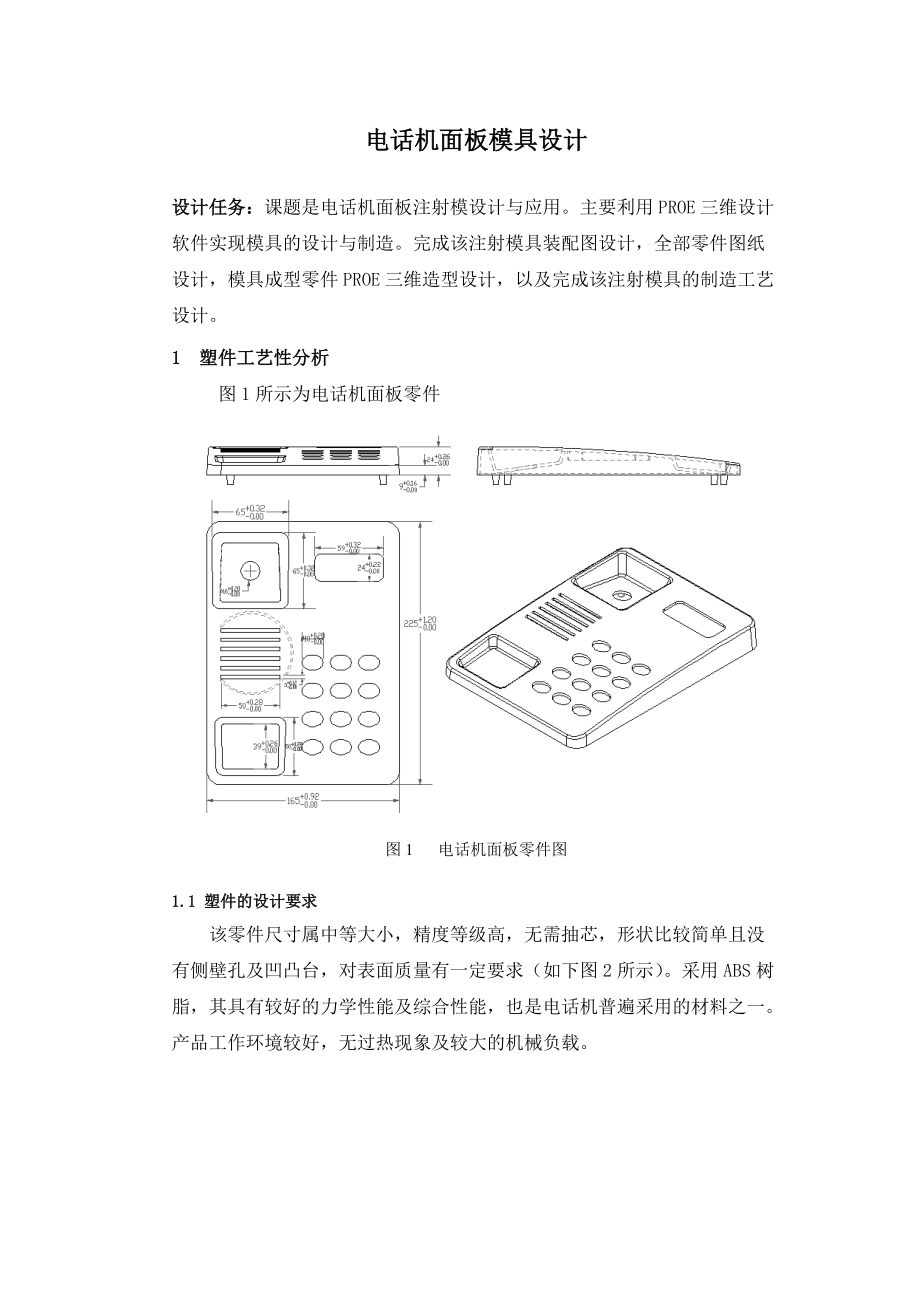
圖1所示為電話機(jī)面板零件
圖1 電話機(jī)面板零件圖
1.1 塑件的設(shè)計(jì)要求
該零件尺寸屬中等大小���,精度等級(jí)高���,無(wú)需抽芯,形狀比較簡(jiǎn)單且沒(méi)有側(cè)壁孔及凹凸臺(tái)����,對(duì)表面質(zhì)量有一定要求(如下圖2所示)。采用ABS樹(shù)脂����,其具有較好的力學(xué)性能及綜合性能,也是電話機(jī)普遍采用的材料之一��。產(chǎn)品工作環(huán)境較好�����,無(wú)過(guò)熱現(xiàn)象及較大的機(jī)械負(fù)載
2�����、�����。
圖2 電話機(jī)面板三維圖
1.2 塑件的生產(chǎn)批量
該產(chǎn)品屬大批量生產(chǎn)����,要求模具壽命在30萬(wàn)次以上,選用P20作為型腔及型芯材料�。
1.3 塑件的工藝特性
1、ABS是由丙烯腈��、丁二烯�、苯乙烯合成的三元共聚物,無(wú)明顯熔點(diǎn)����。ABS密度為1.05g/cm3 ,熔融溫度為217~237°C����,分解溫度>270°C,注射用的ABS熔體指數(shù)范圍為0.5~15�����。
2��、 ABS熔體粘度高,流動(dòng)性中等�����,一般加工溫度在190~235°C為宜����,溢邊值為0.04mm。
3�、 ABS為極性大分子,吸濕性強(qiáng)���,因此在成型時(shí)樹(shù)脂含有水分�����,其制品上就會(huì)
3��、出現(xiàn)氣泡等缺陷����。加工前����,務(wù)必進(jìn)行干燥。
4�����、 ABS成型收縮率較低����,一般介于0.4%~0.7%。
5��、 塑件壁厚應(yīng)均勻���,ABS制品壁厚常在1.5~4.5mm之間選取����,同時(shí)ABS的壁厚對(duì)流動(dòng)性影響極小�。
6、 ABS制品的脫模斜度可在1°左右選取�����,對(duì)形狀較復(fù)雜的制件脫模斜度還可適當(dāng)增加�����。
7、 ABS的模具溫度一般設(shè)定為20~85°C����,定模溫度設(shè)置為70~80°C,動(dòng)模溫度設(shè)置為50~60°C�。
8、 對(duì)于小型�、構(gòu)造簡(jiǎn)單、厚度大的制件�����,注射壓力可選70~100Mpa���,復(fù)雜�、壁薄��、長(zhǎng)流程��、小澆口可選100~140MPa.保壓壓力控制在60~70MP
4�、a。
2 注射機(jī)的確定
2.1 注射量的計(jì)算
注塑機(jī)的最大注射量是指柱塞或螺桿在作一次最大注射行程時(shí)��,注射裝置所能達(dá)到的最大注出量。為了保證正常的注射成型�����,選擇注射機(jī)時(shí)�����,注塑機(jī)的最大注塑量應(yīng)大于制品的質(zhì)量或體積(包括流道及澆口凝料和飛邊)��,通常注塑機(jī)的實(shí)際注塑量最好在最大注塑量的80﹪�����。
計(jì)算體積時(shí)����,對(duì)于一些復(fù)雜或不規(guī)則的實(shí)體圖形可通過(guò)proe軟件來(lái)實(shí)現(xiàn)體積計(jì)算�。利用proe軟件分析功能,自動(dòng)計(jì)算出所繪圖形的體積和質(zhì)量:
體積V= 119.68cm3
由于本模具為一模兩腔�,故總體積為2V=89.68*2=179.36cm
據(jù)設(shè)計(jì)手冊(cè)可查得聚丙烯(PP)的密度為=1.0
5、4g/cm�,故塑件的質(zhì)量:
G塑=V塑ρ=89.68*1.04=93.27g
M塑=2G塑=186.53g
預(yù)置澆注系統(tǒng)的體積為V澆,取為10cm
M澆=V澆ρ=10*1.04=10.4g
M總 =M塑+M澆 =196.93g
V總 = 189.36cm3
根據(jù): 0.8V≥V+V
式中: V——注塑機(jī)的最大注塑量�����,cm;
V——塑件的體積�,cm,該零件V=179.36
M——澆注系統(tǒng)體積
6�、,����,該零件M=10。
故 V≥=189.36/0.8=236.7cm
2.2 注射機(jī)型號(hào)的選定
根據(jù)以上對(duì)塑件體積和質(zhì)量的計(jì)算��,以及塑件結(jié)構(gòu)及外形尺寸�����、注射時(shí)所需壓力和工廠現(xiàn)有設(shè)備等情況��,選用注射機(jī)為XS-ZY-250型�����,其參數(shù)如下表1所示�����。
表1 XS-ZY-250基本參數(shù)
項(xiàng)目
XS-ZY-250
拉桿內(nèi)間距/mm
295×373
結(jié)構(gòu)形式
臥式
移模行程/mm
350
理論注射容量/cm
250
最大模具厚度/mm
350
螺桿直徑/mm
50
最小模具厚度/mm
200
注射壓力/
130
鎖模形式
液壓
螺桿轉(zhuǎn)速/(
7、r/min)
25~89
模板面積mm
598×520
鎖模力/KN
1800
注射行程/mm
160
模具定位孔直徑/mm
¢125
注射時(shí)間/s
2
噴嘴球半徑/mm
18
噴嘴口直徑/mm
¢4
2.3 注射機(jī)有關(guān)工藝參數(shù)的校核
(1)注射量的校核
根據(jù): 0.8V≥V+V
式中: V——注塑機(jī)的最大注塑量�,cm;
V——塑件的體積�����,cm���,該零件V=179.36
M——澆注系統(tǒng)體積,�,該零件M=10。
故 V≥=189.36/0.8=236.7cm
8�����、
此處選定的注塑機(jī)注塑量為250,滿足要求�����。
(2)鎖模力的校核
鎖模力是指注射機(jī)的鎖模裝置對(duì)模具所施加的最大夾緊力�。當(dāng)高壓的塑料溶體充滿模具型腔時(shí),沿鎖模方向會(huì)產(chǎn)生一個(gè)很大的作用力�,此力總是力圖使模具沿分型面脹開(kāi)。為此����,注射機(jī)的額定鎖模力必須大于型腔內(nèi)塑料熔體壓力與塑件及澆注系統(tǒng)在分型面上的投影面積之和(即注射面積)的乘積����。
一般�,閉模時(shí)要從模外加大于型腔內(nèi)壓力一倍以上的鎖模力。
F>PA
式中: P——熔融型料在型腔內(nèi)的壓力�����,一般取20~30Mpa�,取20Mpa;
A——
9��、塑件和澆注系統(tǒng)在分型面上的投影面之和�,經(jīng)計(jì)算為74250;
F——注塑機(jī)的額定鎖模力��,KN�。
故 F>PA=20×74250/1000=1650KN
此處選定的注塑機(jī)為1800KN,滿足要求�����。
(3)模具與注塑機(jī)安裝部分相關(guān)尺寸校核
模具閉合高度長(zhǎng)寬尺寸要與注塑機(jī)模板尺寸的拉桿間距相適應(yīng):
模具長(zhǎng)×寬>拉桿面積
即 324×570>295×373
故滿足要求�。
模具閉合高度校核
本模具的閉合高度為 H=280mm�,XS-Z
10��、Y-250型注射機(jī)所允許模具的最小閉合厚度為Hmin=250mm�����,最大厚度為Hmax=350mm���, 即模具滿足
的安裝條件�。
(4)開(kāi)模行程校核
注射機(jī)的開(kāi)模行程應(yīng)滿足分開(kāi)模具取出塑件的需要�����。所選注塑機(jī)為XS-ZY-250型��,其最大行程與模具厚度無(wú)關(guān)����,故注塑機(jī)的開(kāi)模行程應(yīng)滿足下式
(5~10)
式中 ——注塑機(jī)最大開(kāi)模行程����,。
H——推出距離����,����;
H——包括澆注系統(tǒng)在內(nèi)的塑件高度���,�����;
因?yàn)? S=350
H+H+(5~10)=75+45=120mm<350
故開(kāi)模行程滿足要求���。
3
11、模具總體設(shè)計(jì)與計(jì)算
3.1 分型面的選擇
根據(jù)分型面選擇的原則:
1�����、 分型面應(yīng)有利于脫模��;
2��、 分型面應(yīng)有利于保證塑件的外觀質(zhì)量和精度要求�;
3、 分型面應(yīng)有利于成型零件的加工制造�����;
4、 分型面應(yīng)有利于側(cè)向抽芯�����。
根據(jù)以上的設(shè)計(jì)原則���,結(jié)合相關(guān)零件的特點(diǎn)���,選擇零件最大表面積處作為分型面,在開(kāi)模時(shí)容易取出零件����。下圖3為分型面示意圖��,紅色線框?yàn)榉中兔妗?
圖3 分型面示意圖
3.2 澆注系統(tǒng)的設(shè)計(jì)
根據(jù)產(chǎn)品對(duì)表面質(zhì)量的要求很高��,為了不影響其美觀��,采用側(cè)澆口�����,這樣雖然容易在進(jìn)料時(shí)形成封閉氣囊,容易留下熔接痕�����,但是對(duì)排氣系統(tǒng)的設(shè)計(jì)增加熔接痕處的局部溫度
12���、�,以及提高注塑機(jī)的注塑壓力等方法來(lái)解決���。3.2.1澆口的設(shè)計(jì)
1����、 澆口套進(jìn)口直徑應(yīng)稍大于注射機(jī)噴嘴直徑,通常為
=+ ( 式中 為4mm)
主流道入口的凹坑球面半徑S也應(yīng)大于注射機(jī)噴嘴球頭半徑S�����,通常為
=+ (式中為18mm)
由上式��,得d=4+1=5mm���,SR=18+2=20mm����;
2、 澆口套與定位圈的配合
兩者的配合可采用H7/m6��;澆口套與定位圈的配合H9/f8�����。
3��、 分流道的設(shè)計(jì)
1)分流道截面的選擇與確定
根據(jù)分流道截面流道的表面積比(指流道的表面積與體積比稱之
13�����、為表面積比)���,能使塑料熔體的溫度下降小�����、阻力小、流道效率高���,以及加工容易和順利脫模為原則����,故選擇分流道截面為半圓形。
2)分流道的大小與計(jì)算
分流道是主流道與澆口之間的進(jìn)料通道���。在多型腔模具中分流到必不可少���。在分流道設(shè)計(jì)時(shí)應(yīng)考慮盡量減小在流道內(nèi)的壓力損失和盡可能避免熔體溫度的降低,同時(shí)還要考慮減小流道的容積�����。
該制品的分流道直徑根據(jù)制品重量和壁厚由參考文獻(xiàn)中的查得 =5 ����。
4、 側(cè)澆口的設(shè)計(jì)
本模具采用一模兩腔���,采用側(cè)澆口�����。側(cè)澆口又稱邊緣澆口�,其截面為矩形�,應(yīng)用范圍廣泛。
1) 其一般開(kāi)在分型面上,取厚h=0.5~2mm�,寬B=0.8~2.4mm(也可取塑件厚的1/3
14、~2/3),�����。
2)側(cè)澆口的尺寸推薦值
深度h=0.5~2mm���,取1mm�����;寬度B=0.8~2.4mm��,取1.5mm����;澆口長(zhǎng)度長(zhǎng)L=0.7~2mm���,取1mm��。
3)側(cè)澆口位置的選擇
根據(jù)澆口的位置對(duì)塑件有直接的影響���,位置選擇應(yīng)盡量避免注塑缺陷的出現(xiàn)以及縮短成型周期為前提和原則,故側(cè)澆口設(shè)在電話機(jī)面板較底端處的中間���。
3.3 成型零件的總體設(shè)計(jì)
3.3.1 型腔的結(jié)構(gòu)設(shè)計(jì)
采用整體式結(jié)構(gòu)����,整體式型腔由整塊材料加工而成的型腔�,其優(yōu)點(diǎn)是:強(qiáng)度和剛度都相對(duì)較高,且不易變形����,塑件上不會(huì)產(chǎn)生拼模縫痕跡���。不過(guò)其切削量大����,使模具成本較高����,同時(shí)給熱處理和表面處理帶來(lái)困難,只適用于形狀較為簡(jiǎn)單的中�����、小
15、型模具����。
3.3.2 型芯的結(jié)構(gòu)設(shè)計(jì)
采用整體式結(jié)構(gòu),直接在模架板上加工型芯����,其優(yōu)點(diǎn)是加工成本低,但
加工材料浪費(fèi)大����、材料成本高,僅適用于小型模具��。
3.3.2 成型零件的工作尺寸的計(jì)算
成型零件的工作尺寸是指型腔和型芯直接構(gòu)成塑件尺寸����,型腔和型芯的工作尺寸精度將直接影響塑件的精度。
(1) 塑件收縮的影響:由于塑件熱脹冷縮的原因���,成型冷卻后��,塑件尺寸小于模具型腔的尺寸�,一般不同塑件有不同收縮率���,與塑件的形狀���、尺寸壁厚、成型工藝條件�����、模具結(jié)構(gòu)等因素有關(guān)���,故某種塑件的收縮率是波動(dòng)的����,ABS的收縮率在0.4%~0.7%之間波動(dòng)����。
(2) 制造公差的影響:制造公差將直接影響塑件的尺寸工
16、差�,通常型腔和型芯的制造公差為塑件公差的1/3~1/6,其表面粗糙度為0.8μm~0.4mμ�。
(3) 成型零件的磨損:模具在使用過(guò)程中,由于塑料熔體的流動(dòng)沖刷�,在成型過(guò)程中可能產(chǎn)生腐蝕性氣體的腐蝕,脫模時(shí)塑件與模具的摩擦�,以及由于上述原因造成的成型零件表面粗糙度的增加��,需要進(jìn)行重新打光等原因����,都會(huì)造成成型零件尺寸的變化���,對(duì)于本產(chǎn)品來(lái)說(shuō)��,其尺寸較小�,故制造公差對(duì)塑件的尺寸影響較大��。
(4) 模具的安裝配合誤差:模具成型零件裝配誤差以及在成型過(guò)程中����,成型零件配合間隙的變化,也會(huì)對(duì)塑件尺寸造成影響�。
該成型零件工作尺寸計(jì)算時(shí)均采用平均尺寸、平均收縮率���、平均制造公差和平均磨損量來(lái)進(jìn)行計(jì)算����。
17�、在計(jì)算成型零件型腔和型芯的尺寸時(shí)���,塑件和成型零件的尺寸均按單向極限制,如果塑件的公差時(shí)雙向分布的�����,則應(yīng)按這個(gè)要求加以換算�����。而孔中心矩尺寸則按公差帶對(duì)稱分布的原則進(jìn)行計(jì)算�����。
查手冊(cè)可知ABS的成型收縮率為s=0.4%~0.7%�����,故平均收縮率S=(0.4+0.7)%/2=0.55%���,查表得模具制造公差
1)型芯的徑向尺寸計(jì)算
型芯的高度尺寸計(jì)算公式:
式中 ——型芯徑向名義尺寸(最大尺寸);
——制品的名義尺寸(最小尺寸)�����,
?m——模具制造公差,取塑件相應(yīng)尺
18����、寸的1/3~1/6
尺寸φ180+0.29:
=[(1+0.55%)*18+0.75*0.29]-0.090
=18-0.090
尺寸590+0.32:
=[(1+0.55%)59+0.75*0.32]0-0.17
=600-0.17
尺寸240+0.22:
=[(1+0.55%)24+0.75*0.22]0-0.07
=24.30-0.07
尺寸φ160+0.20:
=[(1+0.55%)16+0.75*0.20]0-0.07
=16.20-0.07
尺寸500+0.28:
19、 =[(1+0.55%)50+0.75*0.28]0-0.09
=50.50-0.09
2)型芯的高度尺寸計(jì)算
型芯的高度尺寸計(jì)算公式:
式中: ——型芯高度名義尺寸(最大尺寸)�����;
——制品孔深名義尺寸(最小尺寸)����,其它同上。
尺寸240+0.26:
=[(1+0.55%)24+0.75*0.22]0-0.07
=24.30-0.07
尺寸90+0.16:
=[(1+0.55%)9+0.75*0.16]0-0.05
=9.20-0.05
3.4 排
20�����、氣系統(tǒng)的設(shè)計(jì)
要保證注射成型過(guò)程的順利進(jìn)行�����,不發(fā)生被壓縮氣體產(chǎn)生的高溫�����,引起塑件的局部炭化燒焦,或使塑件產(chǎn)生氣泡��,或使塑件熔接不良引起強(qiáng)度下降����,甚至充模不滿等缺陷必須重視模具的排氣系統(tǒng)設(shè)計(jì)。
通常排氣方式包括:模具自然排氣�����、排氣塞排氣���、排氣槽排氣。該零件結(jié)構(gòu)比較簡(jiǎn)單�,且尺寸不大,屬于中小型零件范疇����,可充分利用分型面間的間隙、推桿和推桿孔的配合間隙自然排氣�,這樣加工容易,且成本不高����。
3.5 導(dǎo)向與定位機(jī)構(gòu)設(shè)計(jì)
注射模的導(dǎo)向機(jī)構(gòu)用于動(dòng)定模之間的開(kāi)合模導(dǎo)向和脫模機(jī)構(gòu)的運(yùn)動(dòng)導(dǎo)向。定位機(jī)構(gòu)分模外定位和模內(nèi)定位。模外定位是通過(guò)定位圈使模具易于在注射機(jī)上安裝以及模具的澆口套能與注射機(jī)噴嘴精確定位���。
21�、而模內(nèi)定位則通過(guò)錐面定位機(jī)構(gòu)用于動(dòng)�����、定模之間的精密對(duì)中定位��。
3.5.1 導(dǎo)向機(jī)構(gòu)的設(shè)計(jì)
導(dǎo)柱導(dǎo)向機(jī)構(gòu)是利用導(dǎo)柱和導(dǎo)套之間的配合來(lái)保證模具的對(duì)合精度�����。用于動(dòng)定模間的精密對(duì)中定位���,導(dǎo)向機(jī)構(gòu)設(shè)計(jì)主要有三點(diǎn):
1)定位作用:避免模具接觸時(shí)錯(cuò)位而損壞模具�,并且在模具閉合后使型腔保持正確的形狀��,不至于由于位置的偏移而引起零件壁厚不均勻�。
2)導(dǎo)向作用:上模和下模合模時(shí),首先是導(dǎo)向零件相接觸�,引導(dǎo)上下模準(zhǔn)確合模,避免凸模和型芯進(jìn)入型腔���,以保證不損壞成型零件�。
3)承載作用:塑料注入型腔過(guò)程中會(huì)產(chǎn)生單向側(cè)面壓力,或由于成型設(shè)備精度的限制��,使導(dǎo)柱在工作中承受一定的側(cè)壓力����。
3.5.2 定位機(jī)構(gòu)的設(shè)
22、計(jì)
通常導(dǎo)向機(jī)構(gòu)能夠保證動(dòng)定模之間的正確定位��,但由于導(dǎo)套和導(dǎo)柱之間是間隙配合的���,存在間隙意味著定位精度不夠��,所以在型腔����、型芯之間增設(shè)錐面定位機(jī)構(gòu)���,以滿足精密定位的要求。導(dǎo)柱與導(dǎo)套的選擇和配合如下圖4所示����。
圖4 導(dǎo)柱與導(dǎo)套
同時(shí),為了便于模具在注射機(jī)上安裝以及模具澆口套與注射機(jī)的噴嘴孔精確定位,應(yīng)在模具上安裝定位圈(如下圖5)�����,用于與注射機(jī)定位孔匹配����。定位圈除完成澆口套與噴嘴孔的精確定位外,還可以防止?jié)部谔讖哪?nèi)滑出�����,選用定位圈形狀如下圖所示�����。
圖5 定位圈
定位圈外徑應(yīng)比注射機(jī)上的定位孔徑小0.2mm~0.3mm�����,以便順利安裝�����。定位圈常用的材料為45����、55中碳鋼
23����、或T8碳素鋼����,經(jīng)正火處理,硬度為183~235HBS�����。
3.6 脫模推出機(jī)構(gòu)的設(shè)計(jì)
脫模機(jī)構(gòu)主要由推出零件�、推出零件固定板和推板、脫模機(jī)構(gòu)的導(dǎo)向和復(fù)位部件等組成��。
其設(shè)計(jì)原則包括:保證制件不因頂出而變形損壞及影響外觀���;脫模機(jī)構(gòu)應(yīng)盡量設(shè)置在動(dòng)模一側(cè)��;機(jī)構(gòu)簡(jiǎn)單動(dòng)作可靠;合模時(shí)能正確復(fù)位�。
脫模機(jī)構(gòu)通常包括四種:推桿推出機(jī)構(gòu)、推管推出機(jī)構(gòu)�、推件板推出機(jī)構(gòu)�、推塊推出機(jī)構(gòu)�����、聯(lián)合推出機(jī)構(gòu)及其他特殊推出機(jī)構(gòu)����。本制品為薄壁的容器塑件,故采用推桿推出機(jī)構(gòu)�����。其中推桿推出機(jī)構(gòu)具有脫模力大而均勻�����,運(yùn)動(dòng)平穩(wěn)���,無(wú)明顯的推出痕跡等特點(diǎn)�����,且本制品為薄壁容器器件���,故采用推桿推出機(jī)構(gòu)����,其推出效果如下圖6所示����。
24、圖6 脫模機(jī)構(gòu)推出后效果
同時(shí)����,頂桿、頂板材料選T10A���,頭部淬火處理�,硬度要求在50HRC以上���,表面粗糙度小于0.8μm����,頂桿與孔之間配合為H8/f8���。為了頂桿頂出塑件后必須回到頂出機(jī)構(gòu)的初始位置才能進(jìn)入下個(gè)循環(huán)工作�����,因此設(shè)置復(fù)位桿機(jī)構(gòu)���,其端面與分型面及模具平齊。
3.7 冷卻系統(tǒng)的設(shè)計(jì)
塑料注射模具冷卻系統(tǒng)設(shè)計(jì)不但對(duì)制品精度�、變形、耐應(yīng)力開(kāi)裂性���、表面質(zhì)量等影響較大�,同時(shí)冷卻時(shí)間占成型周期的80%左右����,所以塑料注射模具冷卻系統(tǒng)設(shè)計(jì)的優(yōu)劣對(duì)塑料制品的生產(chǎn)效率起著至關(guān)重要的作用。
3.7.1 確定冷卻水路的分布
模具上大部分熱量是通過(guò)型腔及型芯的冷卻移走的����,但仍有一部分熱
25、量會(huì)傳遞到支撐型腔和型芯的模板上�,這些熱量如果不能及時(shí)散失,也會(huì)影響制品的成型周期�。
(1)流道系統(tǒng)的冷卻設(shè)計(jì) 由于冷流道隨制品一起頂出(一般摸具流道的凝固層厚度達(dá)50%~60%即可頂出),而一般冷流道較厚�����,其附近的熱量較為集中,若不能及時(shí)冷卻將影響整個(gè)生產(chǎn)周期��,所以冷流道周圍必須單獨(dú)設(shè)計(jì)一組水路進(jìn)行冷卻�。
(2)模板的冷卻設(shè)計(jì) 由于模板用來(lái)支撐和固定型腔和型芯,容納流道系統(tǒng)和頂出系統(tǒng)等機(jī)構(gòu)�,如果模板之間存在溫差,可能會(huì)影響導(dǎo)向機(jī)構(gòu)���、頂出機(jī)構(gòu)�、鎖緊機(jī)構(gòu)的定位���,加快這些部件的磨損���。
3.7.2 水路的尺寸及位置
根據(jù)制品壁厚及形狀,對(duì)于中等以上制品水路直徑設(shè)計(jì)一般
26�、選用:Φ10~Φ16 mm。若需設(shè)計(jì)點(diǎn)冷�����,通常點(diǎn)冷水路直徑為與其相連的直通水路直徑的1.45倍左右��。
水路距制品壁不能太遠(yuǎn),但也不能太近�����,一般不能小于水路直徑的2倍��。 根據(jù)公式計(jì)算結(jié)果及實(shí)踐經(jīng)驗(yàn)����,一般水路距制品壁的距離為水路直徑的2~3倍���,水路間距為水路直徑的3~5倍較好��。
3.7.3塑料模具冷卻水路的分布原則
?��。?)設(shè)置水路時(shí)應(yīng)考慮制品的形狀,對(duì)熱量分布較多的位置應(yīng)重點(diǎn)設(shè)計(jì)����。一般對(duì)于小的鑲芯可以采用噴泉式冷卻、鈹銅鑲芯下面通水��、導(dǎo)熱針等�����。
(2)水路中冷卻水的流動(dòng)方向與熔體流動(dòng)方向應(yīng)一致�,以便最大效率地帶走熱量,同時(shí)有利于熔體的充填(流動(dòng)末端模溫過(guò)低不利于熔體充填)�����。
27��、?���。?)對(duì)于大中型復(fù)雜模具,應(yīng)以每個(gè)澆口為中心分區(qū)域冷卻�。
(4)為了保證型腔��、型芯溫度分布均勻��,制品冷卻均勻��,型腔���、型芯水路的走向應(yīng)一致��;型腔����、型芯的溫度差應(yīng)控制在10℃以內(nèi)。
?。?)為減小冷卻水的壓力損失,模具外圍連接冷卻水管的尺寸一定要大于或等于模具內(nèi)水路的尺寸����。
?����。?)冷卻水路盡可能設(shè)計(jì)在與塑料熔體接觸的模具零件中�����。
圖7 冷卻系統(tǒng)水道分布圖
根據(jù)以上分析�,建立冷卻系統(tǒng)水線如上圖7分布,水道直徑6mm,盲孔處沉孔直徑8mm��,深度6mm�。且由于動(dòng)模上空間不足,故將水道開(kāi)在定模板上����。
4 模具裝配
4.1 模具的裝配
模具裝配時(shí)要求相鄰裝配單元之間的
28�����、配合與聯(lián)接均需要按裝配工藝確定的裝配基準(zhǔn)進(jìn)行定位與固定��,以保證其間的配合精度和位置精度�����,從而保證型芯與型腔間能精密均勻的配合和定位��,開(kāi)合運(yùn)動(dòng)與推出脫模機(jī)構(gòu)都能夠?qū)崿F(xiàn)運(yùn)動(dòng)的精確性���。
具體的工藝要求:
(1)通過(guò)裝配與調(diào)整,使裝配尺寸鏈的精度能夠完全滿足密封性的要求��;
(2)裝配完成的模具其塑料注射完全滿足規(guī)定的要求��;
(3)壽命期限可以達(dá)到預(yù)先規(guī)定的數(shù)值和水平等�����。
具體裝配后��,其裝配圖的三維圖如下圖8所示。
圖8 裝配好后的模具三維圖
4.2 模具的安裝及加工要點(diǎn)
(1)定模型芯較多�����,加工時(shí)需對(duì)鑲芯留有裝配研磨余量�。
(2)動(dòng)模芯頂桿通過(guò)滑孔,在加工時(shí)兩塊板需固定在
29�、一起,確保同軸度��。
(3)裝配后�����,確保推板復(fù)位后正好?���?吭谙尬会斏?��,使動(dòng)模芯頂桿完全復(fù)位����,不影響成型時(shí)產(chǎn)品的內(nèi)部結(jié)構(gòu)���。
(4)清理模板平面定位孔及模具安裝面上的污物�、毛刺。
(5)因本模具外形尺寸不大���,故采用整體安裝法�����。先在機(jī)器下面兩根導(dǎo)軌上墊好木板����,模具從側(cè)面進(jìn)入機(jī)架間�����,定模如定位孔����。并放正,慢速閉合模板���,壓緊模具���,然后用壓板或螺釘壓緊定模��,并初步固定動(dòng)模���,然后慢速開(kāi)閉模具,找正動(dòng)模�,應(yīng)保證開(kāi)閉模具時(shí)平衡、靈活�����、無(wú)卡住現(xiàn)象�����,然后固定動(dòng)模����。
(6)調(diào)節(jié)鎖模機(jī)構(gòu)���,保證有足夠開(kāi)模距及鎖模力���,使模具閉合適當(dāng)。
(7)慢速開(kāi)啟模板直至模板停止后退為止���,調(diào)節(jié)頂出裝置����,保證頂出距離。開(kāi)閉模具觀察頂出機(jī)構(gòu)運(yùn)動(dòng)情況�����,動(dòng)作是否平衡�、靈活、協(xié)調(diào)��。
(8)模具裝好后���,等料筒及噴嘴溫度上升到距預(yù)定溫度20~30℃��,即可校正噴嘴與澆口套的相對(duì)位置及弧面接觸情況����,緊固定位�����。
(9)開(kāi)空車運(yùn)轉(zhuǎn)�����,觀察模具各部分運(yùn)行是否正常,然后才可注射試模����。
裝配好后的工程圖如下圖9所示。
圖9 電話機(jī)面板模具裝配圖
16
 電話機(jī)面板模具設(shè)計(jì)模具設(shè)計(jì)畢業(yè)論文
電話機(jī)面板模具設(shè)計(jì)模具設(shè)計(jì)畢業(yè)論文