《車床鏜孔專用夾具的設(shè)計(jì)與鏜孔加工》由會(huì)員分享����,可在線閱讀��,更多相關(guān)《車床鏜孔專用夾具的設(shè)計(jì)與鏜孔加工(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、科技咨詢導(dǎo)報(bào)
工業(yè)技術(shù)
?007 NO??b Science and TechrxMoty Consul ting Her aia
車床鎮(zhèn)孔專用夾具的設(shè)計(jì)與鎮(zhèn)孔加工
李細(xì)章
(湖南城建駅業(yè)技術(shù)學(xué)院 湖南湘草411103)
M 婆:根據(jù)箱體類*件導(dǎo)髙軸承孔的中心高和中心距大小?普通車床主軸中心高和中拖板的行程?役計(jì)車床偉孔專用央具■在曹通車床 上錘削箱體類#件的多個(gè)軸承孔?解決了無後床時(shí)箱體類*件的鎮(zhèn)孔問題?介紹了車床鍍孔專用夬具的設(shè)計(jì)方法����,車床上機(jī)箱體類丼件 軸承孔的槪作方法.
關(guān)雀詞:菁通車床鋒孔夾具設(shè)計(jì),加工
中0B分類號(hào):TH12 文款標(biāo)識(shí)哥:A 文韋編號(hào):1673-
2����、0534(2007)09(3)-0051-01
科技咨詢導(dǎo)報(bào)
科技咨詢導(dǎo)報(bào)
普通車床加工*件的內(nèi)孔時(shí)?工件旋轉(zhuǎn), 一般只方便車削只有一個(gè)孔的姦類*件.受 車床最大回轉(zhuǎn)直徑的限制■在車床上加工座類 #件的內(nèi)孔?往往都比較因難��,對(duì)干箱體類* 件的多個(gè)軸承孔的加工?車床更足無能為力? 一般要在箱床上律削.鋒床的價(jià)格較貴?一般 小的機(jī)加工及制造企業(yè)是沒有律床的?但普通 車床就一定有.如果能想辦法使仔通車床加 工岀一般的箱體類#件上的多個(gè)軸承孔?就具 有較離的實(shí)用價(jià)值.筆老根抿生產(chǎn)盡要?設(shè)計(jì) 了一個(gè)車床律孔專用夾具���,安裝在昔通車床的 中施板上�����,加工了一抵如圖1所示的二級(jí)齒輪 減速機(jī)
3����、箱體上的軸承孔?獲得了十分満意的效 果.
圖1減速機(jī)箱體
1 I#孔專用夾具的設(shè)計(jì)
根據(jù)鋰孔的箱體尺寸和所用車床的主軸 中心髙?按以下方法進(jìn)行設(shè)計(jì):
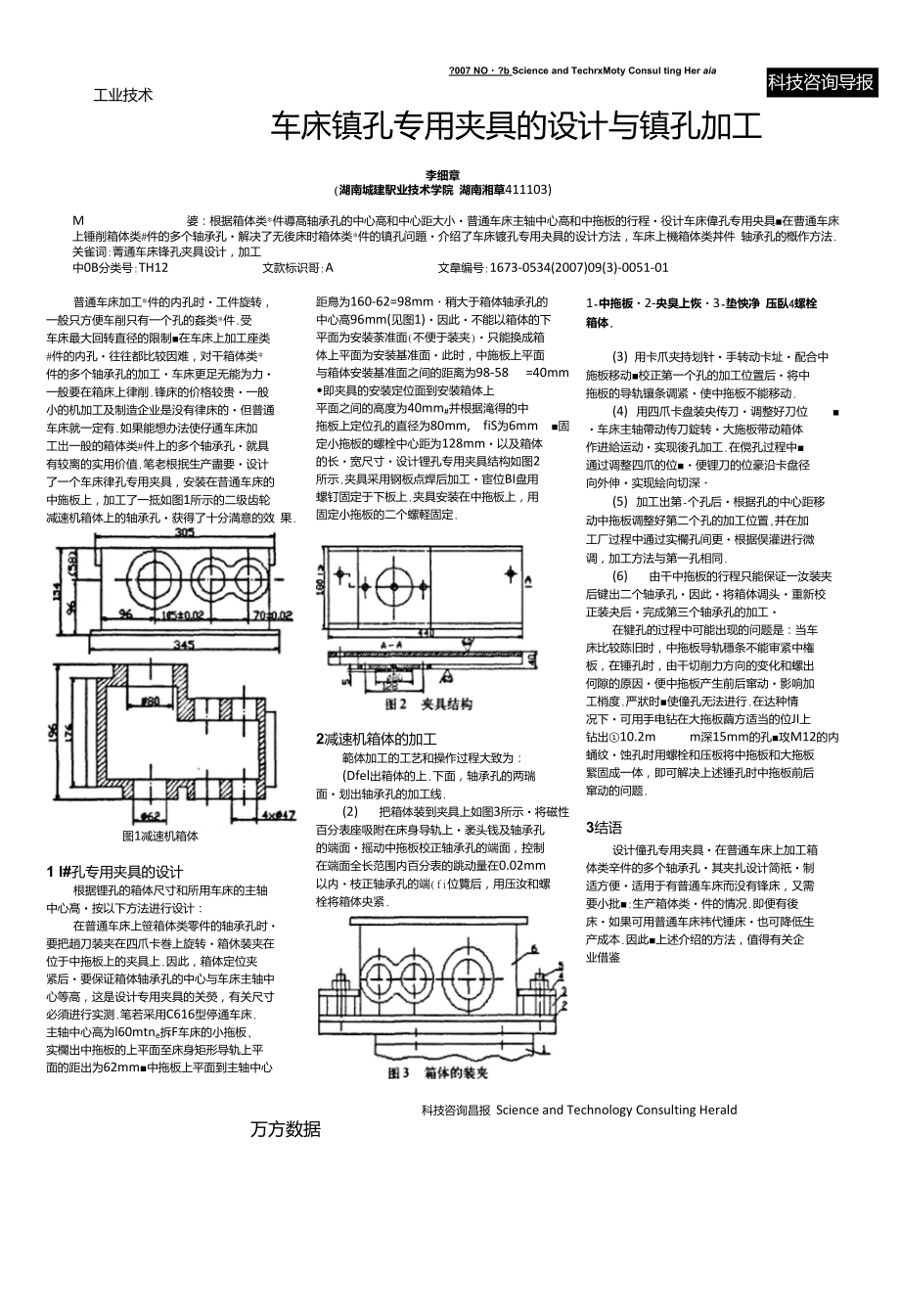
在普通車床上笹箱體類零件的軸承孔時(shí)? 要把趙刀裝夾在四爪卡巻上旋轉(zhuǎn)?箱休裝夾在 位于中拖板上的夾具上.因此��,箱體定位夾 緊后?要保證箱體軸承孔的中心與車床主軸中 心等高�,這是設(shè)計(jì)專用夾具的關(guān)熒,有關(guān)尺寸 必須進(jìn)行實(shí)測(cè).筆若采用C616型停通車床. 主軸中心高為l60mtne拆F車床的小拖板, 實(shí)欄出中拖板的上平面至床身矩形導(dǎo)軌上平 面的距出為62mm■中拖板上平面到主軸中心 距鳥為160-62=98mm?稍大于箱體軸承孔的
4、 中心高96mm(見圖1)?因此?不能以箱體的下 平面為安裝荼準(zhǔn)面(不便于裝夾)?只能換成箱 體上平面為安裝基準(zhǔn)面?此時(shí)����,中施板上平面 與箱體安裝基準(zhǔn)面之間的距離為98-58 =40mm ?即夾具的安裝定位面到安裝箱體上 平面之間的高度為40mm#并根據(jù)滝得的中 拖板上定位孔的直徑為80mm, fiS為6mm ■固 定小拖板的螺栓中心距為128mm?以及箱體 的長(zhǎng)?寬尺寸?設(shè)計(jì)鋰孔專用夾具結(jié)構(gòu)如圖2 所示.夾具采用鋼板點(diǎn)焊后加工?宦位BI盤用 螺釘固定于下板上.夾具安裝在中拖板上,用 固定小拖板的二個(gè)螺軽固定.
2減速機(jī)箱體的加工
範(fàn)體加工的工藝和操作過程大致為:
(Dfel出箱
5��、體的上.下面����,軸承孔的兩瑞 面?劃出軸承孔的加工線.
(2) 把箱體裝到夾具上如圖3所示?將磁性 百分表座吸附在床身導(dǎo)軌上?袤頭錢及軸承孔 的端面?搖動(dòng)中拖板校正軸承孔的端面,控制 在端面全長(zhǎng)范圍內(nèi)百分表的跳動(dòng)量在0.02mm 以內(nèi)?枝正軸承孔的端(fi位覽后�,用壓汝和螺 栓將箱體央緊.
1-中拖板?2-央臭上恢?3-墊怏凈 壓臥4螺栓 箱體.
(3) 用卡爪夾持劃針?手轉(zhuǎn)動(dòng)卡址?配合中 施板移動(dòng)■校正第一個(gè)孔的加工位置后?將中 拖板的導(dǎo)軌鑲條調(diào)緊?使中拖板不能移動(dòng).
(4) 用四爪卡盤裝央傳刀?調(diào)整好刀位 ■ ?車床主軸帶動(dòng)傳刀錠轉(zhuǎn)?大施板帶動(dòng)箱體 作進(jìn)給運(yùn)動(dòng)?實(shí)現(xiàn)後孔加工.
6、在儻孔過程中■ 通過調(diào)整四爪的位■?便鋰刀的位豪沿卡盤徑 向外伸?實(shí)現(xiàn)絵向切深?
(5) 加工出第-個(gè)孔后?根據(jù)孔的中心距移 動(dòng)中拖板調(diào)整好第二個(gè)孔的加工位置,并在加 工廠過程中通過實(shí)欄孔間更?根據(jù)俁灌進(jìn)行微 調(diào)���,加工方法與第一孔相同.
(6) 由干中拖板的行程只能保證一汝裝夾 后鍵出二個(gè)軸承孔?因此?將箱體調(diào)頭?重新校 正裝夬后?完成第三個(gè)軸承孔的加工?
在犍孔的過程中可能出現(xiàn)的問題是:當(dāng)車 床比較陳舊時(shí)�����,中拖板導(dǎo)軌穩(wěn)條不能審緊中権 板����,在錘孔時(shí)���,由干切削力方向的變化和螺出 何隙的原因?便中拖板產(chǎn)生前后竄動(dòng)?影響加 工梢度.嚴(yán)狀時(shí)■使僮孔無法進(jìn)行.在達(dá)種情 況下?可用手電鉆在大拖板繭方
7����、適當(dāng)?shù)奈籎I上 鉆出①10.2m m深15mm的孔■攻M12的內(nèi) 蛹紋?蝕孔時(shí)用螺栓和壓板將中拖板和大拖板 緊固成一體,即可解決上述錘孔時(shí)中拖板前后 竄動(dòng)的問題.
3結(jié)語
設(shè)計(jì)僮孔專用夾具?在普通車床上加工箱 體類辛件的多個(gè)軸承孔?其夾扎設(shè)計(jì)簡(jiǎn)祇?制 適方便?適用于有普通車床而沒有鋒床���,又需 要小批■:生產(chǎn)箱體類?件的情況.即便有後 床?如果可用普通車床祎代錘床?也可降低生 產(chǎn)成本.因此■上述介紹的方法�����,值得有關(guān)企 業(yè)借鑒
科技咨詢導(dǎo)報(bào)
科技咨詢導(dǎo)報(bào)
萬方數(shù)據(jù)
科技咨詢昌報(bào) Science and Technology Consulting Herald
8、
車床鎮(zhèn)孔專用夾具的設(shè)計(jì)與錐孔加工
E J??.? 文獻(xiàn)^
作者:
乍細(xì)帝
作者單位:
刊名:
英文刊名:
湖南城建職業(yè)技術(shù)學(xué)院�,湖南湘汛411103
科技咨詢導(dǎo)報(bào)
SCIENCE AND TECHNOLOGY CONSULTING HERALD
年?卷(期):
2007. (25)
引用次數(shù): 0次
1?期刊論文馬貴E改造普通車床為雙向僮孔車端面專機(jī)-機(jī)械制造2003,41(11)
通過對(duì)泮通乍沐尼架逬行簡(jiǎn)中改迄將汗通午床汽適股雙向坤孔GIJ機(jī)隔同時(shí)改進(jìn)了電動(dòng)機(jī)機(jī)用的傳統(tǒng)加丁丁藝.從而不僅保ifTT
9、件的加I粘麼蟄 求?較好地解決了生產(chǎn)中的技術(shù)玳世�����,面且還取時(shí)了明呈的經(jīng)濟(jì)效益?
2. 期刊論文 趙明實(shí).方金貴.王金甫.溫榮梅.ZHAO Ming-shi. FANG Jin-gui.恥NG Jin-fu.晉EN Rong-mei液爪汕缸 的修奴工藝■煤礦機(jī)械2005(7)
— 油缸密妁件損壞的廉兇.確定「對(duì)液壓油缸軌體謝如 彷損的修父力案?対普通乍冰進(jìn)行改適以完成對(duì)缸體的mi. ?Hx I:序�,提離缸體內(nèi)
農(nóng)面的加I林電減少了帶封件的損壞長(zhǎng)了液樂油缸的使用壽命.
3. 期刊論文付菊萍?龔煒.歐陽(yáng)軍? Fu Juping. Gong咲i?Ouyang兀n ZL30H儀裝伐機(jī)詢乍架任孔飩
10、組介機(jī)床-I'Fr
機(jī)械2006, 37(7)
解決ZL30K^A^aiHHH-?上五級(jí)仇糸的All l.HJB, IT仃茨計(jì)制逍丁血仇坨細(xì)介機(jī)氐仰削切力頭采用丁杵通個(gè)冰蝕木頭札主軸轉(zhuǎn)速涮卩他國(guó)人 ����,剎刑端面性能匚好.備功力頭來用血加力N布乩在?定范閑內(nèi)訓(xùn)晅新澗整氏相對(duì)位比以適應(yīng)不同I.件的塑求.0龐驚模厘和浮動(dòng)建H裝咒和配合,改善 J?遠(yuǎn)趾也孔位的加匸性能�����,技術(shù)叩行.
4. 期刊論文于永民.YV Yong-min聚氨酯斥擦盤的車削工藝研究-紡織器材2006, 33(2)
提岀了在秤血勺休卜通過改進(jìn)加匸T藝和匸藝裝備進(jìn)行乍削加I?董氮略朋採(cǎi)昌的一種新方法?輸決了 次裝夾平刖瑞面和懺孔時(shí)
11、不施定刀的冷題?提 烏了加工柿度和主產(chǎn)效略.
5. 期刊論文于永民聚氨酣摩擦盤的午削加丁新丁藝-介成纖維工業(yè)2005,28(5)
lHfii的提出 聚気屬冊(cè)盤肯架山pet即m?m丿戒阻外尼包■聚?umt膠.車制加I」菱是乍刖兩個(gè)増曲及煌孔,達(dá)到精度嬰求.如果在普通1UI. 按照常規(guī)的加I方認(rèn)一次裝夾來完成卞削瑞曲和倬兒則耍把端血刀和悻幾刀依次安裝在刀聚上��,通過來冋轉(zhuǎn)換刀架上的酬冊(cè)刀H唯孔刀以完成乍削端tfli 和f^/L.W此每一個(gè)加ETJT都不能定刀?為了濟(jì)決這個(gè)彳的?作者捉岀的4:泮通乍床用葉卜?進(jìn)行坤孔的方法?不但可以一次裝夾完成驚孔.乍削端面(或外 陰).而fl不用來冋轉(zhuǎn)換刀架�����,町以定刀加工?
6. 期刊論文陳兵介紹一種90°可轉(zhuǎn)位機(jī)夾式碩質(zhì)介金鋰刀■機(jī)械匸程帥2005(8)
針対3000百—hfbb 15~60 n的待加I削��,設(shè)計(jì)了 種90對(duì)轉(zhuǎn)位機(jī)夬式碩質(zhì)律僉悼刀��,K切削刃上ifHjf]通驚刀H的冷如潤(rùn)滑液的進(jìn)液兒冷幼 汕滑液經(jīng)過墳刀H內(nèi)幾對(duì)以fl按進(jìn)入悖刖區(qū)域■帯走人1ft的幼削熱.該??准?M以僉普通征氐上完成.
本文璉接:http;,/d? g. wanfangdata. com. cn/Periodical_kjzxdb200725038. aspx
下載時(shí)間:2009年11JJ13LI
 車床鏜孔專用夾具的設(shè)計(jì)與鏜孔加工
車床鏜孔專用夾具的設(shè)計(jì)與鏜孔加工